
Problem Solving - The Relationship Between the 8D Process and FMEA
The 8D Process and FMEA – To many, this seems like duplicative work, but in reality, they complement each other.
A blog post by Dr. Uwe-Klaus Jarosch, March 2026
Have you ever received a customer complaint in the automotive industry or an industry that requires 8D?
If so, then you are familiar with the process that takes place at the supplier.
In this series of blogs, I focus on problem-solving methods.
And in the blog Methodically – Solving Problems – 8D Process, the workflow of the 8D or Global8D process is described in detail.
If I assume that an 8D process is the response to a customer complaint, then the complaint must have been preceded by either the manufacture of a product or the provision of a service (or a combination of both).
The 8D process isn’t initiated by Master Painter Müller, who wallpapered my living room. This process applies to products and services that are produced or provided in large quantities and in a standardized form.
We can then assume that there was planning involved in this production process and service delivery.
In industries such as the automotive sector, FMEA (Failure Mode and Effects Analysis) is consistently required to anticipate the results of advance planning and to be able to document this in writing.
In the FMEA—under the assumption it was conducted properly—the tasks that the product or service is intended to perform for the customer should be identified.
And in the failure analysis, all potential deviations = failures should already have been anticipated and documented.
Furthermore, the FMEA method aims to identify activities (actions) in the design work and/or manufacturing process that, in the best-case scenario, will prevent the identified causes of a failure from occurring at the customer’s site or, at the very least, detect such failures so they do not slip through to the next step—and thus to the end customer.
If a complaint now indicates that a failure has occurred at the customer’s site, there are (only) three possible reasons why this could have happened:
- This failure was not considered, identified, or taken into account during planning, and therefore no precautions were put in place to prevent or detect it.
- The error is fundamentally considered and known. However, the assessment of its impacts and the necessary measures were misjudged. Measures were defined, but they are insufficient to either completely rule out errors at the end customer or at least limit their number to the extent that the benefits outweigh the costs.
- The error is—in the second case—known. The impacts were correctly assessed, and the measures are sufficient.
That is, if they had been implemented as planned.
For whatever reason, the plan differs from the execution.
If we now look at the 8D process, disciplines D0, D1, and D2 are there to gather information about the complaint, appoint the team, and define the problem for the supplier as precisely as possible.
These are three steps that, regardless of prior planning, pertain solely to this complaint.
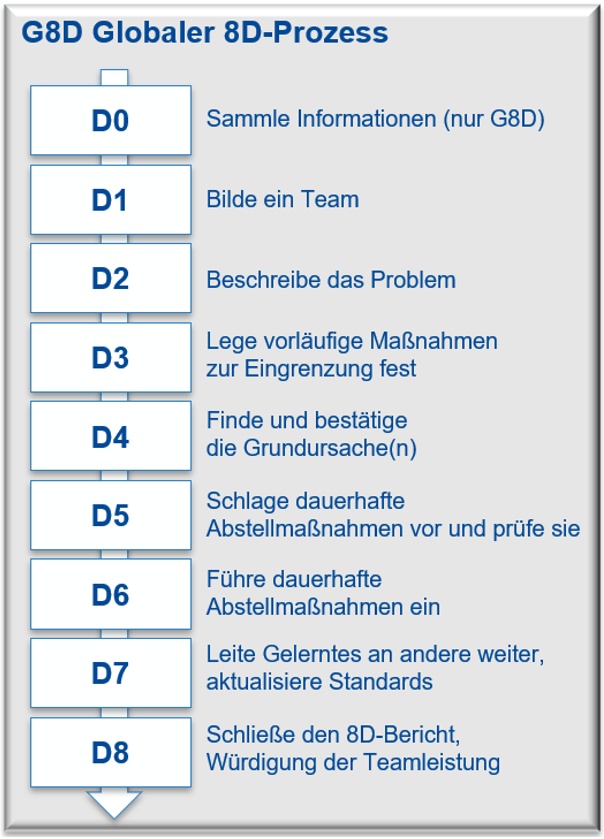
D3 Immediate Containment Actions to Protect the Customer
The step in discipline D3, “Define preliminary measures for containment,” should pertain to the FMEA, specifically the process FMEA of the manufacturing process.
At my previous company, an automotive supplier, we had received a major nonconformity on this point during an external system audit.
What had happened:
To simplify the processing of 8Ds, the plants (which also had to process the 8Ds) implemented two types of immediate measures for Discipline D3:
First, inventory is inspected outside of production, both in-house and during transport, and, if necessary, directly at the customer’s plant.
Second, additional inspections are introduced at critical points in production. These inspections were documented in writing as inspection instructions, posted at the relevant points in the process, communicated to staff, and carried out with supporting documentation.
So far, so good.
However, the automotive industry’s quality standards state that the Production Control Plan (PCP) must reflect the current status of production control.
And the quality standards further state that the Process FMEA and the PCP must be consistent with each other.
So if additional inspections take place in production, they must be included in the PCP according to these rules, and also in the P-FMEA.
We had a system in place where the P-FMEA and PCP were the same document for planning purposes, just presented in two different views and layouts.
If the PCP is to include an additional inspection, then it must necessarily also be included in the P-FMEA.
The major deviation mentioned above was therefore well-founded.
Effective immediately, the PFMEA and PCP had to be updated in conjunction with step D3 of the complaint handling process.
However, the entries regarding these temporary inspections may remain in the PCP only for as long as they are intended to remain in effect. This means that a further update of the PCP and PFMEA is necessary no later than step D6—long-term corrective and preventive actions taken—at which point they become valid and replace the provisional measures from D3.
D3 is followed by D4
D4 Root Cause Analysis
In the root cause analysis, it makes sense to “dig” only as far as the team’s influence extends. In technical processes and organizational workflows, these are given objectives, characteristics, parameters, and the measures to ensure them.
To this end, the design/engineering and, above all, the process FMEA should actually contribute all the considerations that were previously discussed and documented within the team.
The situation following a complaint can, of course, reveal new failure patterns or previously unidentified causes. However, the existing FMEA analyses can certainly serve as a starting point.
Therefore, I strongly recommend following an information path from the P-FMEA.
If there is suspicion of missing product characteristics then a track from the D-FMEA to the failure description in the 8D report is needed.
However, as soon as such causes are confirmed and failure modes 1 or 2 (see above) are diagnosed, it is at least recommended —and strictly speaking mandatory— to update the FMEA(s) with the new findings.
- New tasks? -> Supplement the function
- New failures that have been observed? -> Add the failures and link them in the failure tree
- Measures that were planned have not been sufficiently effective -> The occurrence and detection of these action bundles must be reevaluated and will then show the increased risk – unfortunately confirmed by the complaint.
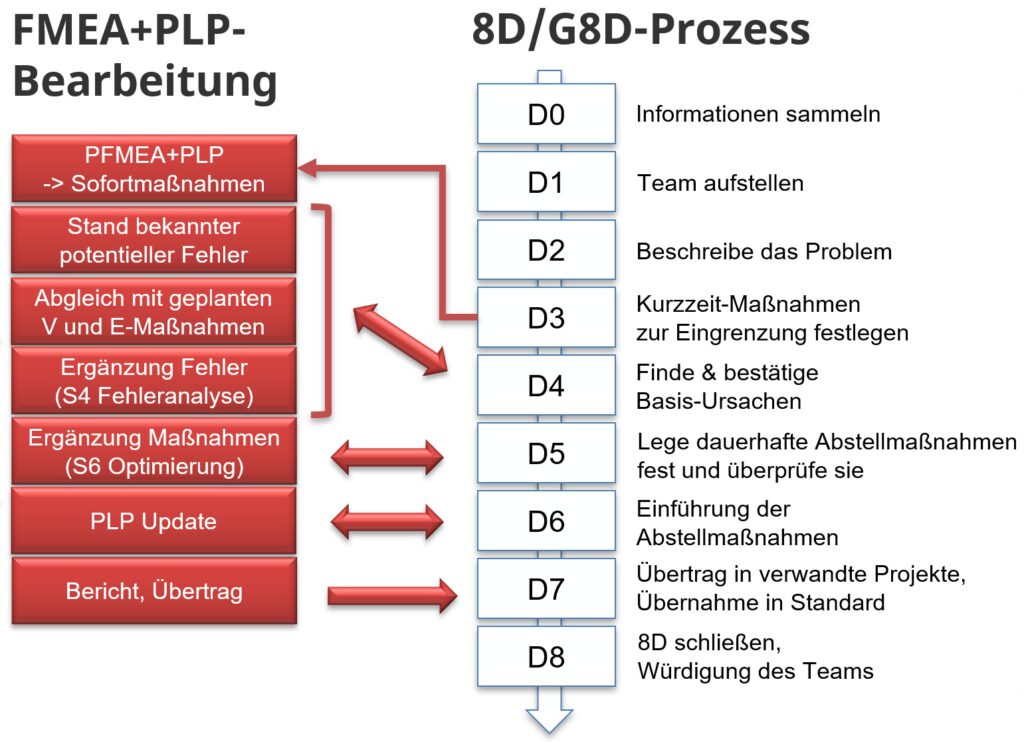
For step D4, the flow of information therefore goes in both directions:
- First from the FMEA to the 8D to account for the current and documented state of knowledge and planning.
- Then from the new findings on causes in the 8D back to the FMEA(s) to supplement them as needed.
(Only the 3rd failure mode does not change the content of the FMEA and PCP.)
D5 Select and Test Permanent Actions
In Discipline D5, the findings from the root cause analysis are translated into new measures.
These measures are taken to permanently resolve the analyzed problem.
According to general understanding, this is only possible if the underlying causes are effectively addressed.
The measures must therefore satisfy two aspects:
- The failure should no longer occur. Ideally, the problem is tackled at its root (cause). If the design is flawed, the process will not be able to fix it. In that case, a “redesign” of the product is necessary, even if it involves nothing more than redefining a single tolerance. The product is then new, redefined.
- Should the defect occur again, it must be reliably detected to prevent it from reaching the customer again. This can apply to both defects in the causes and defects in the resulting product.
The customer wants to be informed about these measures. This is the purpose of the 8D report, which is updated for the customer in step D5.
In the interaction between the 8D process and FMEA, these new or modified measures should be entered into the FMEA as optimization actions and tracked with the same date and responsibility as in the 8D.
This is the theoretically sound procedure. As an added benefit, the entry in the FMEA(s) provides an updated risk assessment. The remaining open actions are evaluated with a new expected value for occurrence O and detection D for the identified defect.
This is also where one can justifiably speak of duplication of effort and double bookkeeping.
In my experience, software that links the FMEA(s) with complaint handling would be the solution. Data is identical for both tasks, not duplicated, up to date, and tracked within the same action management system. The 8D report is generated at the push of a button based on the current data status, perhaps even forwarded directly via a data portal between the customer and supplier.
Discipline D5 concludes with all newly planned actions either implemented or rejected, and with the effectiveness of the implemented actions also verified. It is also essential that the planned completion dates for the actions were met.
To ensure traceability to customer complaints and 8D reports, I strongly recommend including a note in all modified elements of the FMEA stating that the change was made in response to a customer complaint, ideally with a reference to the 8D report.
Depending on the FMEA tool, this can be implemented as a comment, an attribute, or a direct link to complaint management.
D6 Implement approved actions
Discipline D6 transforms the planning stage into the implementation stage.
By this point at the latest, the implemented measures MUST be recorded in both the 8D report and the P-FMEA, as well as in the associated production control plan.
You will recall the requirement that the FMEA and PCP must reflect the current status:
As soon as the planned measures are to be used mandatorily in manufacturing or in the service process, these planning and specification documents must also be up to date.
The FMEA then contains the measures, which are finalized and evaluated with O and D values derived from the proofs of effectiveness.
This should be significantly more concrete than a rough estimate based on a rough guess that it should be good enough.
The PCP specifically corresponds to the new plan status with its measurements and inspections.
The newly introduced operating and testing equipment—e.g., when retrofitting a poka-yoke or using a higher-quality measuring device—and the changed frequencies and control methods lead to an updated version.
Perhaps adjustments have also been made to the corrective actions so that a non-conformance (NIO) test result can be addressed more effectively in the future.
In my view, point D6 of the 8D process is only complete once the FMEA has been updated and the new PCP is known to production staff.
Unfortunately, it is a widespread misconception that updating the FMEA and action plan is a task within step D7.
No. Effective and up-to-date instructions in the implementation are the completion of D6.
D7 Transfer to Similar Products and Processes, Lessons Learned
The blog post MitMethode – Problem-Solving by 8D Process describes in detail what needs to be done in step D7.
For the FMEA and the PCP in the project involving the complaint, everything is complete.
Depending on how the transfer to similar products and processes is organized in your company, the D- and P-FMEA may also play a role again.
If a team concludes that the findings from complaint incident XY, documented in the 8D report XY_8D, should also be applied to a similar project using the same process, a change process is initiated there. With all the consequences that entails.
Minimum transfer is necessary when the identical product or service is “produced” at multiple locations and perhaps even delivered to the same customer organization. In most cases, the customer is better connected regarding complaint cases than the supplier. It is embarrassing in any case when the complaint recurs, wherever it may be.
I see template FMEA documents and their inheritance as a technical and organizational aid.
However, I do not wish to go into further detail on this at this point. You can find initial information on this in the blog post “Template FMEA Documents.”
Reality Check
Whether the described simultaneous handling of time-critical 8D and long-term effective FMEA takes place depends on the interest of all parties involved in the FMEA.
A document created merely to fulfill a requirement, which no one uses anyway, plays no role in the complaint process either.
If the FMEA is a core element of development and lessons learned, then there is also a vital interest in ensuring that the wheel isn’t reinvented twice and that every new piece of information is checked for its applicability elsewhere. To do this, one must consider where the new information belongs and where else it might be needed.
This very learning process within the company is a matter of leadership and the philosophy of continuous learning.
What is the situation regarding this topic in your company?
Conclusions:
- The 8D process and the work with and on FMEAs should support each other in the context of complaints.
- Starting as early as Discipline D3, it is mandatory in industries such as the automotive sector to keep the production control plan up to date—meaning that preliminary measures must also be integrated there.
- The root cause analysis in D4 can greatly benefit from the preliminary considerations of a thoroughly prepared FMEA, particularly the P-FMEA. This allows the three types of failures to be quickly distinguished.
- Changes to the FMEA and the PCP are necessary if 1. new failures and/or 2. inadequate measures are identified. If measures planned are handled differently in practice, this constitutes the third type of failure but is not a reason for change in FMEA and PCP.
- D5 and D6 track the change process for problem solving. The PFMEA and PCP must be updated no later than when the measures are implemented in the process.
- Waiting until D7 to work on the FMEA and PCP is simply wrong.
- Applying new insights from a complaint to other products and processes is important; this is the focus of D7 and can be supported by updating template FMEAs.
Stay curious
Yours
Uwe Jarosch