
Probleme lösen – Beziehung 8D-Prozess zu FMEA
8D-Prozess und FMEA – Vielen erscheint es als Doppelarbeit, aber eigentlich ergänzen sie sich.
Ein Beitrag von Dr. Uwe-Klaus Jarosch, März 2026
Haben sie schon einmal eine Kundenreklamation in der Automobilindustrie oder einer Branche, die 8Ds einfordert, erhalten?
Wenn ja, dann kennen sie den Prozess, der beim Lieferanten abläuft.
In dieser Reihe von Blogs befasse ich mich mit Methoden zur Problemlösung.
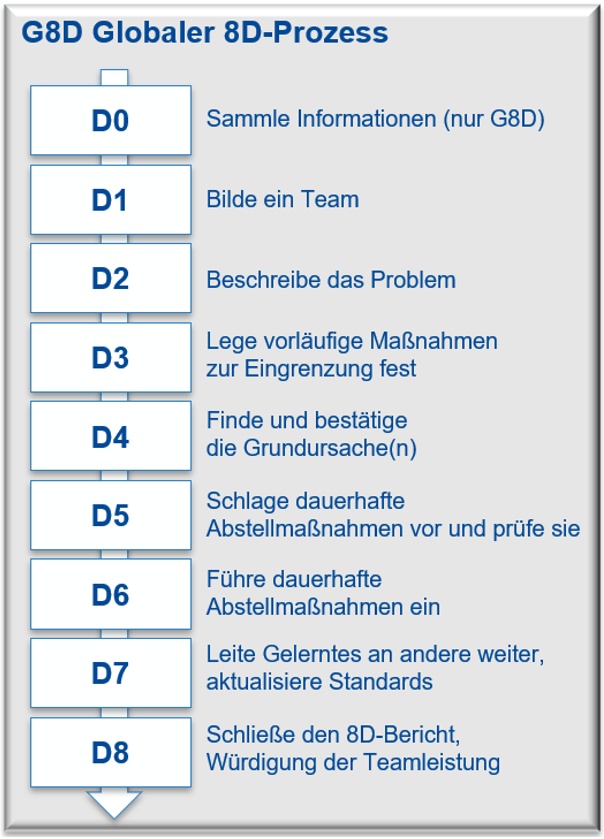
Und im Blog MitMethode – Probleme lösen – 8D-Prozess ist der Prozessablauf des 8D bzw. Global8D im Detail beschrieben.
Wenn ich davon ausgehe, dass ein 8D-Prozess die Reaktion auf eine Kundenreklamation ist, dann muss der Reklamation entweder die Herstellung eines Produkts oder die Erbringung einer Dienstleistung (oder die Kombination von beidem) vorausgegangen sein.
Der 8D-Prozess wird nicht beim Malermeister Müller angestoßen, der mir das Wohnzimmer tapeziert hat. Dieser Prozess betrifft Produkte und Dienstleistungen, die in großer Zahl und in standardisierter Form hergestellt bzw. erbracht werden.
Dann können wir davon ausgehen, dass es eine Planung dieses Produktionsprozesses und dieser Dienstleistungserbringung gegeben hat.
In Branchen wie der Automobilindustrie ist die FMEA (Fehler-Möglichkeiten- und Einfluss- Analyse) durchgängig gefordert, um die Ergebnisse der Vorausplanung vorzudenken und dies auch schriftlich nachweisen zu können.
In der FMEA sollten – so sie vernünftig durchgeführt wurde – die Aufgaben zu finden sein, die das Produkt oder die Dienstleistung für den Kunden erbringen soll.
Und in der Fehleranalyse sollten alle potentiellen Abweichungen = Fehler auch schon vorgedacht und aufgeschrieben sein.
Darüber hinaus ist die Methode der FMEA darauf aus, Maßnahmen in der Konstruktionsarbeit und/oder im Herstellprozess zu benennen, mit denen im besten Fall die erkannten Ursachen für einen Fehler beim Kunden vorbeugend vermieden werden oder solche Fehler zumindest erkannt werden, um nicht zum nächsten Schritt, mithin auch nicht zum Endkunden durchzuschlüpfen.
Wenn jetzt doch ein Reklamation darüber informiert, dass ein Fehler beim Kunden aufgetreten ist, dann gibt es (nur) 3 Möglichkeiten, warum dies geschehen konnte:
- Dieser Fehler wurde bei der Planung nicht bedacht, benannt, berücksichtigt und daher gibt es auch keine Vorkehrungen, ihn zu vermeiden oder zu entdecken.
- Der Fehler ist grundsätzlich bedacht und bekannt. Die Bewertung der Auswirkungen und die notwendigen Maßnahmen wurden aber falsch eingeschätzt. Maßnahmen wurden definiert. Sie sind aber nicht ausreichend, um Fehler beim Endkunden entweder gänzlich auszuschließen oder deren Anzahl zumindest so weit zu begrenzen, dass der Nutzen im Verhältnis von Aufwand zu Nutzen überwiegt.
- Der Fehler ist – im 2. Fall bekannt. Die Auswirkungen wurden richtig bewertet und die Maßnahmen sind ausreichend.
Wenn sie denn auch so wie geplant durchgeführt worden wären.
Aus welchen Gründen auch immer unterscheidet sich die Planung von der Ausführung.
Wenn wir jetzt in den 8D-Prozess schauen, so sind die Disziplinen D0, D1 und D2 dazu da, die Informationen zu der Reklamationen zusammenzutragen, das Team zu benennen und das Problem für den Lieferanten so genau als möglich zu benennen.
Das sind 3 Schritte, die unabhängig von der Vorausplanung nur diese Reklamation betreffen.
D3 Sofortmaßnahmen zum Schutz des Kunden
Der Schritt der Disziplin D3 „Lege vorläufige Maßnahmen zur Eingrenzung fest“ sollte die FMEA, genauer die Prozess-FMEA des Herstell-Prozesses betreffen.
In meinem früheren Unternehmen, einem Automobil-Zulieferer, hatten wir zu diesem Punkt eine Hauptabweichung im externen Systemaudit erhalten.
Was war passiert:
Um die Abarbeitung von 8Ds zu vereinfachen, haben die Werke (die ja auch die 8Ds bearbeiten mussten) zwei Arten von Sofortmaßnahmen für die Disziplin D3 eingeleitet:
Zum einen werden außerhalb der Fertigung Bestände geprüft, sowohl im Haus als auch auf dem Transportweg und ggf. auch direkt im Werk des Kunden.
Zum anderen werden zusätzliche Prüfungen an neuralgischen Stellen der Produktion eingeführt. Diese Prüfungen wurden schriftlich in Form einer Prüfanweisung vorbereitet und an den Stellen im Prozess ausgehangen, bekannt gemacht und mit Nachweisen durchgeführt.
Von dieser Seite alles ok.
In den Q-Normen der Automobilindustrie steht aber, dass der Produktionslenkungsplan (PLP) den aktuellen Stand der Produktionslenkung widergeben muss.
Und es steht weiterhin in den Q-Normen, dass Prozess-FMEA und PLP zueinander konsistent sein müssen.
Wenn also zusätzliche Prüfungen in der Fertigung stattfinden, dann müssen sie nach diesen Regeln im PLP enthalten sein, und auch in der P-FMEA.
Wir hatten ein System im Einsatz, bei dem P-FMEA und PLP für die Planung das gleiche Dokument sind, nur in zwei unterschiedlichen Sichten und Ausleitungen.
Wenn der PLP eine zusätzliche Prüfung enthalten soll, dann muss sie zwangsläufig auch in der PFMEA stehen.
Die oben genannte Hauptabweichung war damit gut begründet.
Ab sofort mussten PFMEA und PLP mit dem Schritt D3 einer Reklamationsbearbeitung mit aktualisiert werden.
Die Einträge zu diesen vorübergehenden Prüfungen dürfen aber nur so lange im PLP stehen, wie sie gelten sollen. Das bedeutet, dass eine weitere Aktualisierung von PLP und PFMEA spätestens mit dem Schritt D6 – ergriffene langfristige Abstell- und Erkennungs-Maßnahmen sein gültig und lösen die vorläufigen Maßnahmen aus D3 ab – nötig ist.
Nach D3 folgt D4
D4 Ursachen-Analyse
In der Ursachen-Analyse wird sinnvoller Weise nur so weit „gegraben“, wie der Einfluss des Teams reicht. In technischen Prozessen und organisatorischen Abläufen sind dies festgelegte Ziele, Merkmale, Parameter und die Maßnahmen, diese abzusichern.
Dazu sollten die Design-/Konstruktions- und vor allem die Prozess-FMEA eigentlich alle Überlegungen beitragen, die vorab schon im Team diskutiert und aufgeschrieben wurden.
Die Situation nach der Reklamation kann selbstredend neue Fehlerbilder oder bisher nicht erfasste Ursachen zu Tage fördern. Aber als Startpunkt können die vorliegenden FMEAs in jedem Fall dienen.
Daher sehe ich einen dringend zu empfehlenden Informationspfad von der P-FMEA, bei Verdacht auf fehlende Eigenschaften des Produkts an sich, auch von der D-FMEA in die Fehlerbeschreibung des 8D.
Die FMEAs werden neue angenommene Ursachen nicht bestätigen oder falsifizieren können. Das können nur Zahlen, Daten, Fakten aus der Untersuchung selbst.
Sobald sich aber solche Ursachen bestätigen und die Fehlerfälle 1 oder 2 (siehe oben) diagnostiziert werden, ist es zumindest geraten, korrekter Weise verpflichtend, die FMEA(s) mit den neuen Erkenntnissen zu aktualisieren.
-> Neue Aufgaben ? -> Ergänzung der Funktion
-> Neue Fehler, die beobachtet wurden? -> Ergänzung der Fehler und Verknüpfung im Fehlerbaum
-> Maßnahmen, die geplant waren haben nicht ausreichend gewirkt -> Auftreten und Erkennen zu diesen Maßnahmenpaketen müssen neu bewertet werden und zeigen dann das erhöhte Risiko – leider bestätigt durch die Reklamation.
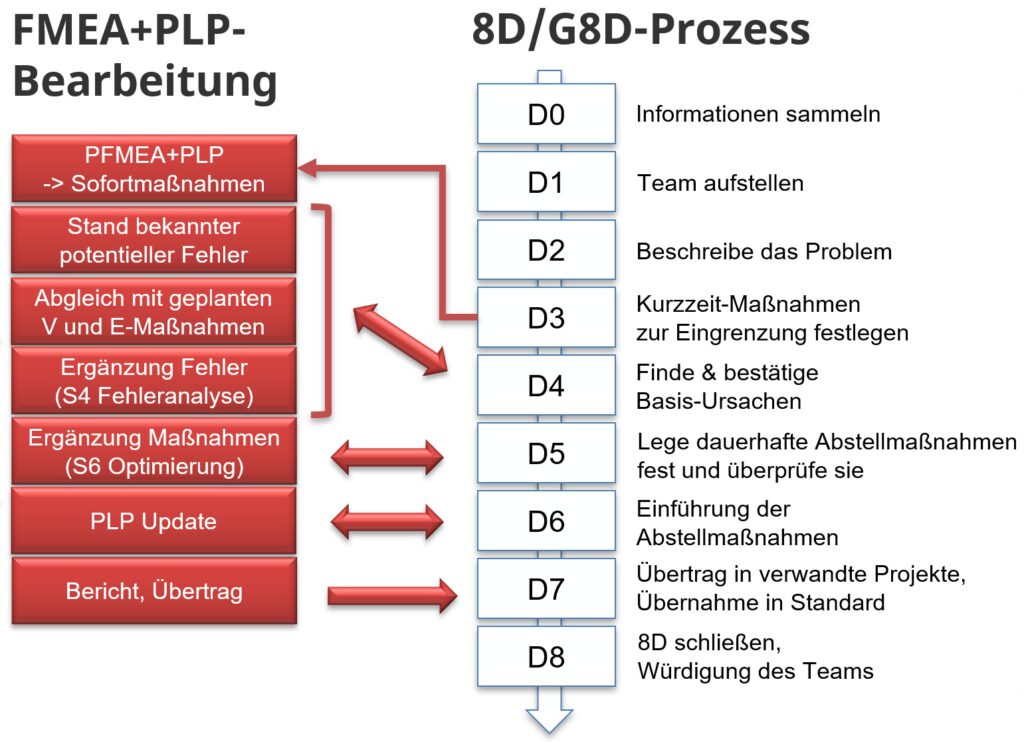
Für den Schritt D4 geht der Informationsfluss daher in beide Richtungen:
- Zunächst aus der FMEA in den 8D, um den vorliegenden und dokumentierten Stand der Kenntnisse und Planungen zu berücksichtigen.
- Dann aus den neuen Erkenntnissen zu Ursachen aus dem 8D zurück in die FMEA(s), um diese bei Bedarf zu ergänzen
(Lediglich die 3. Fehlerart ändert nichts an den Inhalten von FMEA und PLP.)
D5 Dauerhafte Maßnahmen wählen und testen
Mit Disziplin D5 wird die Erkenntnis aus der Ursachenanalyse in neue Maßnahmen umgewandelt.
Diese Maßnahmen werden ergriffen, um das analysierte Problem dauerhaft abzustellen.
Nach der allgemeinen Erkenntnis geht dies nur, wenn den zugrundeliegenden Ursachen wirksam entgegen gewirkt wird.
Die Maßnahmen müssen daher 2 Aspekte befriedigen:
- Der Fehler soll nicht mehr auftreten. Idealerweise wird das Übel an der Wurzel(-Ursache) gepackt. Sollte die Konstruktion fehlerhaft sein, so wird der Prozess dies nicht beheben können. Dann ist ein „Redesign“ des Produkts nötig, auch wenn es sich nur darum handelt, eine einzige Toleranz neu festzulegen. Das Produkt ist danach neu, anders definiert.
- Der Fehler, sollte er doch noch einmal auftreten, muss sicher erkannt werden, um nicht erneut zum Kunden zu gelangen. Dies kann sich sowohl auf Fehler bei den Ursachen als auch auf Fehler im resultierenden Produkt beziehen.
Der Kunde will über diese Maßnahmen informiert sein. Das ist die Aufgabe des 8D-Berichts, der mit Schritt D5 zum Kunden aktualisiert wird.
Im Zusammenspiel zwischen 8D-Prozess und FMEA sollten diese neuen oder geänderten Maßnahmen in den FMEAs als Optimierungsmaßnahmen eingetragen und mit gleichem Datum und gleicher Zuständigkeit wie im 8D verfolgt werden.
Dies ist der theoretisch saubere Ablauf. Als Zugewinn liefert der Eintrag in den FMEAs eine aktualisierte Risikoeinschätzung. Die noch offenen Maßnahmen werden mit einem neuen Erwartungswert für Auftreten A und Erkennen E zum benannten Fehler bewertet.
Dies ist auch die Stelle, wo man berechtigt über Doppelarbeit und doppelte Buchführung reden kann.
Eine Software, die die FMEA(s) mit der Reklamationsbearbeitung koppelt, wäre aus meiner Erfahrung die Lösung. Daten sind für beide Aufgaben identisch, nicht gedoppelt, auf Stand, und im gleichen Maßnahmen-Management verfolgt. Der 8D-Bericht wird auf Knopfdruck aus dem Datenstand ausgeleitet, vielleicht sogar direkt über ein Daten-Portal zwischen Kunden und Lieferant weitergeleitet.
Die Disziplin D5 endet damit, dass alle neu geplanten Maßnahmen umgesetzt oder verworfen sind und dass die Wirksamkeit der umgesetzten Maßnahmen auch nachgewiesen ist. Dabei spielt auch eine wesentliche Rolle, dass die geplanten Fertigstellungstermine für die Maßnahmen eingehalten wurden.
Um einen Bezug zu Reklamationen und 8D-Berichten nachvollziehen zu können, empfehle ich dringend, in allen geänderten Elementen der FMEA den Hinweis mitzuführen, dass es sich um eine Änderung aufgrund einer Reklamation handelt, idealerweise mit Benennung des 8D-Reports.
Je nach FMEA-Tool kann das als Bemerkung, als Attribut oder direkt als Verknüpfung zum Reklamations-Management ausgestaltet sein.
D6 Erprobte Maßnahmen einführen
Disziplin D6 macht aus dem Planstand einen Ausführungsstand.
Spätestens jetzt MÜSSEN die umgesetzten Maßnahmen sowohl im 8D als auch in der P-FMEA und im dazu gehörigen Produktions-Lenkungsplan eingetragen sein.
Sie erinnern sich an die Forderung, dass FMEA und PLP dem aktuellen Stand entsprechen müssen:
Sobald die geplanten Maßnahmen in der Fertigung oder im Dienstleistungsablauf verbindlich zu nutzen sind, müssen diese Planungs- und Vorgabe-Dokumente auch auf Stand sein.
In der FMEA sind die Maßnahmen dann enthalten, abgeschlossen und mit den A- und E-Werten bewertet, die sich aus den Wirksamkeitsnachweisen ableiten lassen.
Das sollte deutlich konkreter sein, als die grobe Schätzung mit dem dicken Daumen nah vor dem Auge, dass es so schon passen sollte.
Der PLP entspricht speziell mit seinen Messungen / Prüfungen dem neuen Planstand.
Die neu eingeführten Betriebs- und Prüfmittel, z.B. bei Nachrüstung einer Poka-Yoke, der Nutzung eines höherwertigen Messgeräts, und die geänderten Frequenzen und Regelungsmethoden führen zu einer aktualisierten Version.
Vielleicht sind auch Anpassungen bei den Reaktionsmaßnahmen vorgenommen worden, sodass zukünftig besser auf ein NIO-Prüfergebnis reagiert wird.
Aus meiner Sicht ist der Punkt D6 des 8D-Prozess erst dann abgeschlossen, wenn die FMEA aktualisiert und der neue PLP den Mitarbeitenden in der Produktion bekannt ist.
Leider ist es ein weit verbreiteter Irrglaube, dass die Aktualisierung von FMEA und Lenkungsplan eine Aufgabe im Rahmen von Schritt D7 sei.
Nein. Wirksame und aktuelle Anweisungen in der Ausführung sind der Abschluss von D6.
D7 Übertrag auf ähnliche Produkte und Prozesse, Lessons Learned
Im Blog-Beitrag MitMethode – Probleme lösen – 8D-Prozess ist ausführlich beschrieben, was im Schritt D7 zu tun ist.
Für die FMEA und den PLP im Projekt mit der Reklamation ist alles abgeschlossen.
Abhängig davon, wie in ihrem Unternehmen der Übertrag auf ähnliche Produkte und Prozesse organisiert ist, kann auch die D- und die P-FMEA wieder eine Rolle spielen.
Kommt ein Team zu dem Schluss, dass die Erkenntnisse aus dem Reklamationsvorfall XY mit dem 8D-Bericht XY_8D im ähnlichen Projekt, das den gleichen Prozess verwendet, auch angewendet werden sollen, ist dort ein Änderungsprozess gestartet. Mit allen Konsequenzen.
Der Mindestübertrag ist nötig, wenn das identische Produkt, die identische Dienstleistung an mehreren Standorten „gefertigt“ wird und vielleicht sogar zur gleichen Kundenorganisation geliefert wird. Meist ist der Kunde zu Reklamationsfällen besser vernetzt als der Lieferant. Peinlich ist es in jedem Fall, wenn sich die Reklamation wiederholt, wo auch immer.
Als technisch-organisatorische Hilfe sehe ich Vorlagen-FMEAs und deren Vererbung.
Darauf möchte ich aber an dieser Stelle nicht tiefer eingehen. Erste Infos dazu finden sie im Blog-Beitrag Vorlagen-FMEAs.
Realitäts-Check
Ob die beschriebene, gleichzeitige Bearbeitung von zeitkritischem 8D und dauerhaft wirksamer FMEA stattfindet, ist vom Interesse aller Beteiligten an der FMEA abhängig. Ein Dokument, das nur der Pflicht wegen erstellt wird, das eh von niemandem genutzt wird, spielt auch im Reklamationsprozess keine Rolle.
Ist die FMEA ein Kernelement von Entwicklung und Lessons Learned, dann besteht auch ein vitales Interesse daran, dass das Rad nicht 2x erfunden wird und jede neue Information auf ihre Nutzbarkeit an anderer Stelle geprüft wird. Dazu muss betrachtet werden, wo die neue Information hin gehört und wo sie sonst noch gebraucht werden sollte.
Genau dieser Lernprozess im Unternehmen ist ein Frage von Führung und der Philosophie des fortgesetzten Lernens.
Wie sieht das Thema in ihrem Unternehmen aus ?
Fazits:
- Der 8D-Prozess und die Arbeit mit und an FMEAs sollte sich bei Reklamationen gegenseitig unterstützen.
- Schon ab Disziplin D3 ist es in Branchen wie der Automobilindustrie verbindlich, den Produktions-Lenkungsplan auf dem aktuellen Stand zu halten – also auch vorläufige Maßnahmen dort zu integrieren.
- Die Ursachenanalyse in D4 kann auf den Vorüberlegungen einer ernsthaft erstellten FMEA, speziell der P-FMEA sehr profitieren. Die 3 Arten von Fehlern lassen sich damit schnell unterscheiden.
- Änderungen der FMEA und des PLP sind nötig, wenn 1. neue Fehler und/oder 2. unzureichende Maßnahmen festgestellt werden. Sollten Maßnahmen aus der Planung in der Realität anders gehandhabt werden, ist dies der 3.Fehler, aber kein Grund der Änderung in der FMEA und im PLP.
- D5 und D6 verfolgen den Änderungsprozess zur Problemlösung. Spätestens zur Einführung der Maßnahmen im Prozess müssen PFMEA und PLP aktualisiert sein.
- Die Arbeit an FMEA und PLP erst mit D7 auszuführen ist schlicht falsch.
- Der Übertrag neuer Erkenntnisse aus einer Reklamation in andere Produkte und Prozesse ist wichtig, Inhalt von D7 und kann durch die Pflege von Vorlage-FMEAs unterstützt werden.
Bleiben sie neugierig
Uwe Jarosch