
Reverse FMEA
Ein Beitrag von Dr. Uwe-Klaus Jarosch, April 2026
Speziell für Fertigungsprozesse besteht ein vitales Interesse der Kunden, dass das, was man im Rahmen der Entwicklung abgestimmt und ggf. freigegeben hat, auch im realen Ablauf auch so stattfindet.
Im Rahmen der Planung kann alles Mögliche angedacht oder versprochen worden sein, schlussendlich zählt, was im realen Prozess auch ankommt und umgesetzt wird.
Erfahrungsgemäß kann zwischen Theorie und Praxis ein deutlicher Unterschied bestehen. Sollte aber nicht.
Hier setzt die Methode der Reverse FMEA an – soweit man dabei von einer „Methode“ reden möchte. Leider ist die Reverse FMEA keine allgemein standardisierter Methode.
Der Begriff wird vornehmlich in der Automobilindustrie verwendet und es gibt von einzelnen OEMs sowohl Prozessbeschreibungen dazu als auch die Verpflichtung für Lieferanten, eine Reverse-FMEA durchzuführen.
Ziele einer Reverse-FMEA
Was soll damit erreicht werden?
Die Grundidee ist, einen systematischen Abgleich zwischen dem Ausgangsdokument „Prozess-FMEA“ und der Umsetzung im Prozess durchzuführen. Es ist der Real-Check für den Inhalt der P-FMEA. Soll dieser Abgleich gewissenhaft und durchgängig gemacht werden, so ist ein erheblicher Zeitaufwand dafür vorzusehen.
Einzelne Kunden, z.B. der US-OEM General Motors, geben in ihrem Reverse-FMEA-Prozess vor, dass einzelne Prozessabschnitte terminlich abgestimmt geprüft werden. Bei längeren, komplizierten Fertigungsabläufen kann sich die Durchführung der Reverse-FMEA über mehrere Wochen hinziehen und entsprechend hohe Kosten verursachen.
Wird die Reverse-FMEA firmen-intern vorgegeben, so ist dies ein Stück weit die Einsicht, dass der gelebte FMEA-Prozess nicht ausreichend an die Praxis heranreicht. Dies kann speziell dann zutreffen, wenn die Planungsabteilungen weit weg von der Fertigung arbeiten und/oder keinen Durchgriff auf das Geschehen in der Fertigungslinie haben.
Von einer Reverse-FMEA werden aus meiner Sicht zwei Aussagen erwartet:
- Sind die Maßnahmen der PFMEA umgesetzt und wirksam?
- Gibt es aus dem realen Prozess noch Verbesserungsmöglichkeiten, die mit in die P-FMEA übernommen werden sollen?
Zu beiden Fragen wird zudem erwartet, dass aufgezeigte Defizite ausgeräumt werden.
Wenn wir über die Prozess-FMEA sprechen, so ist dies ein Dokument, das in der Regel auf dem Shopfloor unbekannt, zumindest nicht verfügbar ist. Was in der Fertigung bekannt, verfügbar und direkt oder indirekt umgesetzt sein sollte, ist der Produktions-Lenkungsplan (PLP) mit seinen ergänzenden Arbeits- und Prüfanweisungen.
Bei einer digital gelenkten Fertigung (mittels MES [1] ) sind diese Dokumente in eine Kette digitaler Anweisungen und Eingaben überführt und zusätzlich mit der Fertigungs-steuerung vernetzt, sodass z.B. die Anweisungen und die Datenerfassung für jeden Einzelauftrag passgenau ausgeführt werden. Die Prozesslenkung erfolgt durch dieses System. Arbeitsanweisungen und Prüfpläne werden den Mitarbeitenden direkt am Arbeitsplatz angezeigt und Prüfergebnisse werden eingefordert, bis sie vollständig eingetragen sind.
[1] MES = Manufacturing Execution System, siehe auch mein Blog Von der P-FMEA zum MES – Folge 3 – Unternehmensberatung Jarosch
Mit dieser Sichtweise lässt sich die Reverse-FMEA in drei Schritte zerlegen:
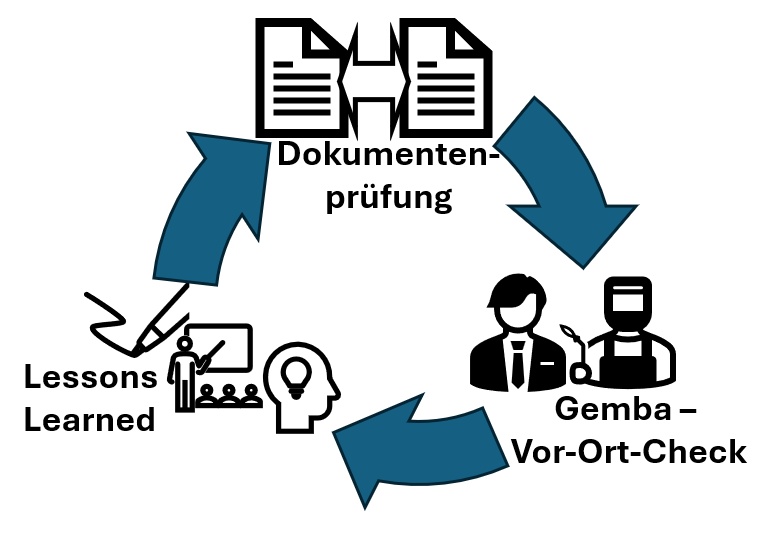
1.) Dokumentenvergleich:
Enthält der PLP alle Schritte, alle verwendeten Produktions- und Prüfmittel?
Enthält er alle Messungen und Prüfungen, die vor, während und nach dem Prozessdurchlauf in der P-FMEA benannt wurden?
Wenn nein, gibt es vereinbarte Regeln, was enthalten sein muss, was nicht benannt werden muss [2]?
Stimmen die Prüffrequenzen und die Regelungsmethoden überein mit dem, was für die A und E-Bewertung der Maßnahmenstände benötigt wird?
[2] Beispiel: Die Bahnsteuerung des verwendeten Roboters misst jede Millisekunde in jeder Achse die aktuelle Position, gibt sie an die Steuerung, sodass der Soll-Ist-Wert Abgleich für die Bahn- und Geschwindigkeitssteuerung genutzt werden kann. Dieser Regelkreis sollte aus meiner Sicht NICHT Teil des PLP sein. Ob dieser Teil der Prozessregelung in der P-FMEA ausgeführt sein muss, kann unterschiedlich entschieden werden ohne die Funktion des Roboters zu beeinflussen.
2.) Begehung der Fertigung – Gemba:
Sind alle Schritte, die im Prozess stattfinden und im PLP stehen auch in der P-FMEA gleichlautend betrachtet?
Sind den Mitarbeitenden im Prozess weitere, mögliche Probleme / Fehler bekannt, die im Ergebnis des Prozesses (Fokus-Ebene) oder bei den Ursachen (Ursachen-Ebene) auftreten können, aber in der P-FMEA nicht benannt sind?
Stimmen die Bewertungen der Maßnahmenstände mit den Erfahrungen in der Linie überein?
3.) Lessons Learned:
Sind ungeplante Nacharbeiten und Ausschussquote aus ähnlichen Fertigungsprozess oder auch schon aus der laufenden Fertigung in den Bewertungen korrekt abgebildet? Wurden Änderungen gegenüber der ursprünglichen Planung umgesetzt, die noch in der P-FMEA fehlen?
Wann sollte die Reverse-FMEA durchgeführt werden?
Zeitpunkte und Umfang sind stark davon abhängig, wer das Verfahren fordert.
- Kundenforderung: Als Teil der Bemusterung, also bevor der Prozess seine Serienfreigabe erhält.
- Kundenforderung oder Regelmaßnahme beim Lieferanten: Regelmäßige, z.B. jährliche Wiederholung.
Da der Aufwand einer ernsthaft durchgeführten Reverse-FMEA erheblich ist, muss die Ballance zwischen Aufwand und Wirkung gewahrt bleiben.
Wenn ein Unternehmen für sich intern fordert, eine Prozess-FMEA mittels Reverse-FMEA zu überprüfen und zu optimieren, dann sollte es gezielt Defizite ausgleichen.
Ein mögliches Defizit könnte darin bestehen, dass bei der Erstellung der P-FMEA nicht die Mitarbeitenden der Linie, sondern „nur“ Experten ohne eigene Fertigungsbeteiligung teilgenommen haben.
Ein weiteres mögliches Defizit könnte sein, dass stark mit Vorlage-FMEAs gearbeitet wird und damit der Abstand zwischen Theorie und Praxis noch deutlich bleibt.
Ein drittes mögliches Defizit entsteht aus meiner Erfahrung erst im Laufe der Zeit: Prozesse in der Serienfertigung sind Änderungen unterworfen. Dies können Verbesserung aus der täglichen Arbeit sein, aber auch die Reaktion auf interne oder externe Reklamationen, auf Produktaufwertungen, auf Lessons Learned aus Problemen an anderer Stelle, aus Umstellungen durch Lean-Management-Analysen, durch Zu- oder Abnahme der Produktionsmenge und vieles mehr.
Wie sieht der Prozess im Unternehmen aus, um bei solchen Änderungen auch die P-FMEA auf aktuellem Stand zu halten?
Ist diese Pflege nicht ausgeprägt, könnte die Reverse-FMEA in einem vorgegebenen Rhythmus für die nötige Nachpflege sorgen.
Da die Erstellung der P-FMEA stattfinden sollte, wenn die reale Fertigung noch gar nicht in ihrer Serienausführung zur Verfügung steht, ist es auch nicht realistisch, dass man mal in den Prozess geht und sich ansieht, wie das real umgesetzt ist.
Die P-FMEA soll ja Teil der Vorausplanung sein und Entscheidungen ermöglichen. Wenn alles fertig umgesetzt ist, ist die P-FMEA zu spät.
Die Reverse-FMEA macht hingegen erst dann Sinn, wenn die Umsetzung weit fortgeschritten ist. Im Automobil-APQP sprechen wir von Prozessserie, 300er-Programm oder Run@Rate. Diese Fertigungsphasen finden vor der finalen Prozessfreigabe statt. Sie werden durchgeführt, um die Serienreife zu überprüfen.
Dieser Zeitpunkt ist mit sehr vielen Tätigkeiten im Werk gefüllt. Daher werden die Prozess-Verantwortlichen und auch alle Mitarbeitenden „überglücklich“ sein, wenn sie „zusätzlich“ noch eine Reverse-FMEA begleiten dürfen. Es muss ihnen also wirklich helfen, um aktiv unterstützt zu werden.
Aber am Ende der Vorserie, wenn der Prozess eigentlich serienreif sein sollte, ist bei der Reverse-FMEA das beste Verhältnis von Aufwand zu Nutzen zu erwarten.
Fehlerkultur
Als weiterer Faktor ist die allgemeine Fehlerkultur im Unternehmen anzusprechen:
Wird typischerweise gewartet, bis etwas passiert und dann per Feuerwehr-Aktion reagiert, so sind die Mitarbeitenden in einem Dauerstress. Dieser Dauerstress wird dadurch verursacht, dass die „alten“ Produktionslinien nicht reibungslos laufen, Nacharbeiten und Mehrarbeit durch Schrottteile verursachen und zusätzlich immer wieder Sondermaßnahmen des Kunden bei Reklamationen zu bewältigen sind. All diese ungeplanten Aufwände nehmen dem Team die Kapazität, sich auf das nächste Projekt ausreichend vorzubereiten, dieses Projekt sauber abzusichern und dann ohne Störungen zu arbeiten.
Wenn eine Reverse-FMEA durchgeführt wird, dann sollte sie dazu beitragen, VOR Beginn der Serienfertigung den Abgleich zwischen Vorausplanung und Umsetzung durchzuführen und auch die Erfahrungen aus anderen Projekten vollständig zu berücksichtigen. Andernfalls sind die ungeplanten Mehrarbeiten, der Druck der Kunden und die Betriebsstörungen wegen Nachrüstungen und unnötigen Reparaturen „gebucht“.
Wozu ist die Reverse-FMEA weder gedacht noch geeignet?
Die Reverse-FMEA ist eine systematische Durchsicht der Planungs-Unterlagen gegenüber den Unterlagen, die in der Fertigung vorliegen. Das geht weit über eine stichprobenhafte Prüfung hinaus, wie sie in einem Prozess-Audit vorgenommen wird.
Umgekehrt ist die Reverse-FMEA keine Methode, die ständig angewendet werden kann. Dazu ist der Aufwand zu groß. Sie ist in keinem Fall ein Ersatz für die kontinuierliche Auffrischung, die im Rahmen von Änderungen (wie oben aufgezählt) anfallen. Je nach Branche besteht die strikte Forderung, dass P-FMEA und PLP dem aktuellen Stand und Ablauf der Fertigung entsprechen MUSS. Das kann in keinem Fall durch Reverse-FMEA geleistet werden, auch nicht bei „regelmäßiger“ Wiederholung.
Der Aufwand einer Reverse-FMEA wird aus meiner Sicht sinnlos, wenn die P-FMEA ernsthaft und mit fachlich guter Moderation UND unter direkter Beteiligung der Kolleg:innen von der Fertigung erstellt wird. Dann ist der zu erwartende Zugewinn an Erkenntnissen nicht mehr groß. Der Aufwand wird für den Nutzen nicht mehr begründbar.
Fazits:
- Reverse-FMEA ist aufwändig.
- Reverse-FMEA ist deutlich intensiver als ein Audit, da es keine Stichprobe sondern eine systematische Durchsicht sein soll.
- Reverse-FMEA überprüft, ob die Inhalte der Prozess-FMEA (Theorie) in der Fertigung (Praxis) umgesetzt wurden.
- Reverse-FMEA kann zusätzlich Erfahrungen in die Prozess-FMEA aufnehmen, die bei der Erstellung (noch) nicht verfügbar waren.
- Obwohl sich zahlreiche Aufgaben zum Abschluss der Vorserien-Phase die knappen Ressourcen teilen müssen, scheint mir dies der sinnvollste Zeitpunkt für eine Reverse-FMEA zu sein.
Bleiben sie neugierig
Uwe Jarosch