
Reverse FMEA
A blog by Dr. Uwe-Klaus Jarosch, April 2026
Especially when it comes to manufacturing processes, customers have a vital interest in ensuring that what was developed and agreed upon and, if necessary, approved during the launch phase actually happens in the real-world process.
During the planning phase, all sorts of possibilities may have been considered or promised, but ultimately what counts is what actually materializes and is implemented in the shop floor process.
Experience shows that there can be a significant difference between theory and practice. But this shouldn’t be.
This is where the Reverse FMEA method comes in—if one wishes to call it a “method” at all. Unfortunately, Reverse FMEA is not a generally standardized method.
The term is primarily used in the automotive industry, and individual OEMs provide both process descriptions and require suppliers to perform a Reverse FMEA.
Objectives of a Reverse FMEA
What are the goals here?
The basic idea is to conduct a systematic comparison between the source document, the “Process FMEA,” and its implementation in the actual process. It serves as a reality check for the content of the P-FMEA. If this comparison is to be conducted thoroughly and consistently, a significant amount of time must be allocated for it.
Some customers, such as the U.S. OEM General Motors, specify in their reverse FMEA process that individual process stages must be reviewed in accordance with a schedule. For longer, complex manufacturing processes, conducting the reverse FMEA can take several weeks and incur correspondingly high costs.
If the reverse FMEA is mandated internally within a company, this reflects, to some extent, the realization that the actual FMEA process is not sufficiently aligned with practical reality. This can be particularly true when planning departments operate far removed from production and/or have no direct insight into what is happening on the production line.
In my view, two key questions are expected to be addressed by a reverse FMEA:
- Have the measures from the PFMEA been implemented and are they effective?
- Are there still opportunities for improvement in the actual process that should be incorporated into the PFMEA?
For both questions, it is also expected that any identified shortcomings will be addressed.
When we talk about the Process FMEA, this is a document that is generally unknown on the shop floor, or at least not available there. What should be known, available, and directly or indirectly implemented in production is the Production Control Plan (PCP) with its supplementary work and inspection instructions.
In digitally controlled manufacturing (via MES [1]), these documents are converted into a chain of digital instructions and inputs and are additionally networked with production control, so that, for example, the instructions and data collection for each individual order are executed with perfect fit. Process control is carried out by this system. Work instructions and inspection plans are displayed to employees directly at the workplace, and inspection results are requested until they are fully recorded.
[1] MES = Manufacturing Execution System, see my blog post From P FMEA to MES (3) – Unternehmensberatung Jarosch
From this perspective, the reverse FMEA can be broken down into three steps:
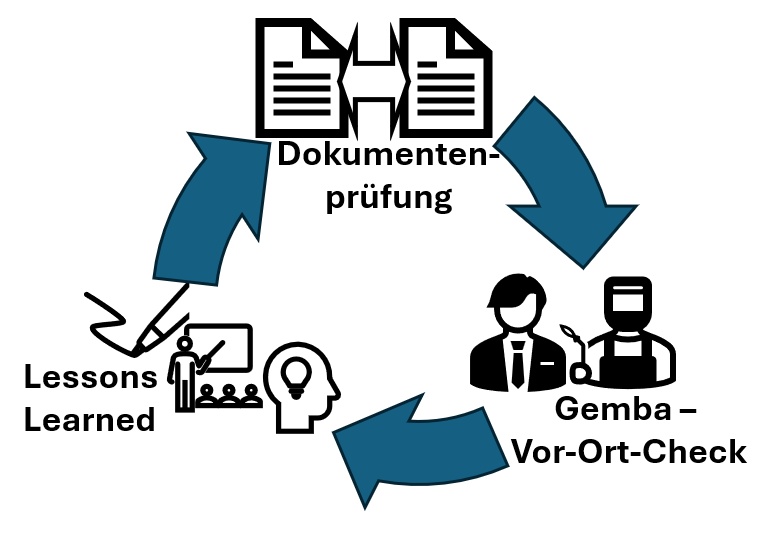
1.) Document comparison:
Does the PCP contain all steps and all production and inspection equipment used?
Does it include all measurements and inspections specified in the P-FMEA before, during, and after the process run?
If not, are there agreed-upon rules regarding what must be included and what does not need to be specified [2] ?
Do the inspection frequencies and control methods align with what is required for the O and D evaluations of the status of corrective actions?
[2] Example: A robot has a track control. This control will measure the angle of each axis by every millisecond. It will send it to the controller for instant check and for next motor impulses to adress direction and speed of movement. This closed loop circle from my view should NOT be part oft he PCP. Wheathis this part of process control needs to be mentioned in the P FMEA may be decided differently but will not influence the robot function.
2.) Shop Floor Walk – Gemba:
Are all steps that occur in the process and are listed in the PCP also considered identically in the P-FMEA?
Are employees involved in the process aware of any additional potential problems or errors that could occur in the process outcome (focus level) or at the root cause level but are not specified in the P-FMEA?
Do the assessments of the status of corrective actions align with on-the-shop-floor experience?
3.) Lessons Learned:
Are unplanned rework and scrap rates from similar manufacturing processes—or even from current production—accurately reflected in the assessments? Have changes been implemented relative to the original plan that are still missing in the P-FMEA?
When should the reverse FMEA be conducted?
The timing and scope depend heavily on who is requesting the procedure.
- Customer requirement: As part of the initial sampling process, i.e., before the process receives series production approval.
- Customer requirement or standard procedure at the supplier: Regular, e.g., annual repetition.
Since the effort involved in a thoroughly conducted reverse FMEA is considerable, the balance between effort and added value must be given.
If a company internally requires that a process FMEA be reviewed and optimized using a reverse FMEA, it should specifically address shortcomings.
One potential shortcoming could be that, during the development of the P-FMEA, it was not the line employees who participated, but “only” experts with no direct involvement in production.
Another potential shortcoming could be that there is a systematic use of template FMEAs, which means that the gap between theory and practice remains significant.
In my experience, a third potential shortcoming only emerges over time: processes in series production are subject to change. These changes can stem from improvements identified in daily operations, but also from responses to internal or external complaints, product upgrades, lessons learned from issues elsewhere, adjustments resulting from Lean Management analyses, fluctuations in production volume, and much more.
What does the process look like within the company to keep the P-FMEA up to date in the face of such changes?
If this maintenance is not well-established, the reverse FMEA could provide the necessary follow-up maintenance at a set interval.
Since the P-FMEA should be created when the actual production is not yet available in its series version, it is also unrealistic to go into the process and see how it is realy implemented.
The P-FMEA is supposed to be part of advance planning and enable decision-making. Once everything has been fully implemented, the P-FMEA is too late.
The Reverse-FMEA, on the other hand, only makes sense once implementation is well underway. In automotive APQP, we refer to this as the process series, the 300-unit program, or Run@Rate. These production phases take place before final process approval. They are conducted to verify production readiness.
This phase is filled with a great many activities on the shop floor. Therefore, process managers and all employees will be “overjoyed” if they are allowed to “also” support a reverse FMEA. It must therefore truly help them to be actively supported.
But at the end of the pre-series, when the process should actually be ready for series production, the reverse FMEA offers the best cost-to-effect ratio.
Failure Culture
Another factor to address is the company’s overall failure culture:
If the typical approach is to wait until something goes wrong and then react with a firefighting response, employees are under constant stress. This constant stress is caused by the fact that the “old” production lines do not run smoothly, rework and extra work are caused by scrap parts, and, in addition, special measures requested by the customer in response to complaints must be handled in time and again. All of these unplanned efforts deprive the team of the capacity to adequately prepare for the next project, to properly secure that project, and then to work without disruptions.
When a reverse FMEA is conducted, it should help to reconcile advance planning with implementation BEFORE series production begins and also fully incorporate lessons learned from other projects. Otherwise, unplanned extra work, customer pressure, and operational disruptions due to retrofits and unnecessary repairs are “inevitable.”
What is the reverse FMEA neither intended for nor suited to?
Reverse FMEA is a systematic review of planning documents against the documents available in production. This goes far beyond a random check, such as that performed in a process audit.
Conversely, reverse FMEA is not a method that can be applied continuously. The effort involved is too high for that. It is by no means a substitute for the continuous updates required in the context of changes (as listed above). Depending on the industry, there is a strict requirement that P-FMEA and PCP MUST correspond to the current status and workflow of production. This cannot be achieved by Reverse-FMEA under any circumstances, not even with “regular” repetition.
In my view, the effort involved in a reverse FMEA becomes pointless if the P-FMEA is created seriously, with competent facilitation, AND with the direct participation of colleagues from production. In that case, the expected gain in insights is no longer significant. The effort is no longer justifiable given the benefits.
Conclusions:
- Reverse-FMEA is time-consuming.
- Reverse-FMEA is significantly more intensive than an audit, as it is intended to be a systematic review rather than a random sample.
- Reverse FMEA verifies whether the contents of the process FMEA (theory) have been implemented in production (practice).
- Reverse FMEA can also incorporate experiences into the process FMEA that were not (yet) available at the time of its creation.
- Despite numerous concurrent tasks with limited ressources at the end of the pre-series phase, this seems to me to be the most appropriate time for a reverse FMEA.
Stay curious
Yours
Uwe Jarosch