
Von der P-FMEA zum MES - Teil 2
Ein Beitrag von Dr. Uwe-Klaus Jarosch, Januar 2026
Auch wenn das Endziel ist, die Planungsinhalte in die automatische Steuerung der Fertigung, MES, zu überführen, will ich in diesem Blog zunächst das Paar PFMEA und PLP mit den Gemeinsamkeiten und Unterschieden betrachten.
Nötige Informationen
Bei der Vorbereitung in der Planung sind eine Vielzahl von Daten zu berücksichtigen, deutlich mehr als bei der Erstellung einer traditionellen P-FMEA alleine. Auch die Strecke vom PLP zum Eintrag im MES erfordert zusätzliche Daten.
Dazu lesen sie bitte den nachfolgenden Blog.
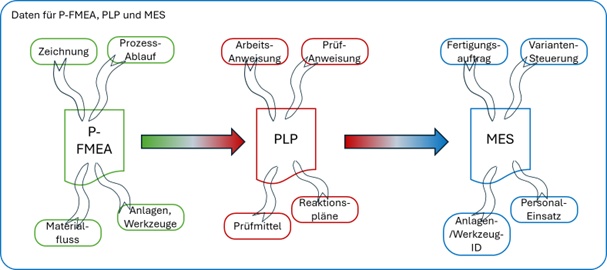
Welche Informationsquellen werden wo mit einbezogen?
Will man die Inhalte der späteren Stufe schon in der Planung berücksichtigen, so ist zwingend, auch die Datenquellen schon früher im Planungsprozess zu kennen und einzubinden.
Das erfordert zweierlei:
– zum einen müssen die Daten zu diesem Zeitpunkt schon verfügbar sein,
– zum anderen muss die planende Person mit diesen Zusammenhängen vertraut sein. Das wird um so anspruchsvoller, je länger die Planungskette ist.
In der Unternehmenspraxis habe ich zwei unterschiedliche Aufteilen der Planer erlebt:
- Die planende Person ist zugleich in späterer Projektphase zuständig für die Ausführung. Alle Zusammenhänge sind bekannt. Planung und Ausführung bleiben in Betreuung der gleichen Person.
- Planung und Produktion sind unterschiedliche Abteilungen im Unternehmen. Sie haben weitgehende Unabhängigkeit voneinander. Die oben genannten Dokumente und Werkzeuge werden zwar gemeinsam erstellt und genutzt, jedoch unterschiedlich verantwortet und auf Stand gehalten. Schon kleine Änderungen können dazu führen, dass die Inhalte nicht mehr konsistent sind.
Strukturen in P-FMEA und PLP
Ein weiteres Thema ist die unterschiedliche Struktur in diesen Dokumenten.
Die P-FMEA gliedert sich typischerweise in die Wertschöpfungsschritte des Herstell-prozesses. Zu jedem Schritt wird ermittelt, was als Ergebnis geplant ist. Dieser Zielzustand wird durch die Produktmerkmale spezifiziert. In der Ursachenanalyse werden die Einflüsse auf den Prozess systematisch betrachtet. Alle Einflüsse auf die Anlagen und Werkzeuge, auf die ausführenden Menschen, auf die verwendeten Materialien und auf die Umweltbedingungen im Prozess sind Gegenstand der Analyse. Wesentlich ist, welche vermeidenden und entdeckenden Maßnahmen ausgeführt werden, um potentielle Fehler im Prozess nicht auftreten zu lassen oder nicht in den folgenden Prozesschritt weiterzutragen. Dabei ist alles zu berücksichtigen, egal wann und wo es stattfindet.
Im Produktions-Lenkungsplan spielen die gleichen Maßnahmen eine Rolle, auch wenn sie offiziell nicht so benannt sind.
Im Fokus des PLP stehen die Prüftätigkeiten. Sie werden den auszuführenden Schritten zugewiesen – im eigentlichen Sinn des PLP, um den aktuellen Status zu ermitteln, ihn gegenüber dem Sollzustand zu vergleichen und dann den Prozess zu regeln. Dies sollte sich auf die Einflussgrößen, also die Ursachen beziehen. Vielfach wird aber nur auf die Ergebnisse geschaut, also die Produktmerkmale. In Prozessen, in denen nicht alle Einflussfaktoren zu beeinflussen sind, ist das gerechtfertigt.
Wenn klarer Einfluss auf die Prozesseinflüsse möglich ist, ist dies klar zu bevorzugen. Dies ermöglicht, gute Ergebnisse – nach Qualität und Menge – zu produzieren, da die Einflüsse unter Kontrolle sind.
Die Vermeidungsmaßnahmen, die während der Prozessausführung, wirken sollen, sind identisch mit den Regelungmaßnahmen, die im PLP gefordert und gelistet sind. Dies sind die Prozess-Regelkreise – sofern als Regelungsmaßnahmen nicht nur Dokumente der Aufzeichnung gelistet werden.
Die Vermeidungsmaßnahmen hingegen, die deutlich vor der Prozessausführung ausgeführt wurden, z.B. Ergänzungen der Anlagen und Werkzeuge, die Erstellung von Arbeits- und Prüfanweisungen, die Schulung von Mitarbeitenden, sind nicht im Prozess unmittelbar nutzbar und daher auch keine Inhalte des PLP.
Ein weiterer Typ Maßnahmen ist im PLP gefordert: die Reaktionsplan-Maßnahme.
Wird ein Prüfergebnis mit „nicht in Ordnung“ (NIO) bewertet, so muss darauf geeignet reagiert werden. Dies ist Inhalt der Aktions-Spalte.
In den 2024 veröffentlichten erweiterten Regeln für den PLP ( englisch: Control Plan) der AIAG[1] steht zusätzlich die Forderung, dass Reaktionen auf NIO-Ergebnisse so weit reichen, dass der Prozess dieses Fehlerbild dauerhaft nicht mehr zeigt.
[1] Automotive Industry Action Group = Verband der Automobilhersteller der USA
In den wenigsten FMEA-Tools kann man über diese Art der Vorsorge schon gemeinsam mit der Sammlung von Vermeidungs- und Entdeckungsmaßnahmen im Team diskutieren. Es gibt schlicht keine Reaktionen auf NIO-Ergebnisse. Dies, obwohl jede Prüfung zwingend auch NIO-Ergebnisse annehmen muss.
Andernfalls wäre die Prüfung sinnfrei.
Im PLP stehen die Aktivitäten an der Stelle des Ablaufs, an der sie tatsächlich in Ort und Zeit ausgeführt werden sollen. Das unterscheidet den PLP deutlich von der PFMEA.
Ein Beispiel: Um den Zustand der Anlage und den Einfluss von Bauteilstreuung der zugeführten Teile umfassend zu bewerten, werden fertig produzierte Stichproben der Fertigungscharge entnommen und im Prüflabor untersucht.
In der FMEA ist diese Laborprüfung eine Entdeckungsmaßnahme auf die Produktmerkmale bezogen und dient der Absicherung des Prozessschritts, in dem die Ergebnisse erzeugt werden.
Im PLP findet die Prüfung im Labor, also örtlich und zeitlich getrennt statt. Vielleicht wird die Entnahme der Stichpobenteile noch im Prozess angewiesen. Der PLP muss mit der Regelungsmethode festlegen, wie das Prüfergebnis in den Prozess zurückwirkt.
Dies könnte bei positivem Ergebnis eine Freigabe des Fertigungsloses sein, bei negativem Ergebnis eine Sperrung, ggf. Nacharbeit und hoffentlich die Korrektur der Anlage.
Automatisierte Prozessschritte
Ein zweiter Unterschied ist, was in den Dokumenten berücksichtigt wird.
Hier macht nach meiner Erfahrung das Thema Automatisierung einen deutlichen Unterschied.
In der Prozess-FMEA sollten ALLE Maßnahmen aufgeführt sein, die den Prozess absichern. Das beinhaltet auch die Automatisierungs-Maßnahmen. Für die Mitarbeitenden im Prozess finden diese Automatismen zwar statt, aber ohne dass sie da eingreifen müssen.
Beispiel: Ein Spritzgussprozess benötigt ein geheiztes und temperaturgeregeltes Werkzeug. Aber abgesehen von der Voreinstellung der Solltemperatur für dieses Produkt wird die Maschine die Temperatur eigenständig im Sollbereich halten.
Für den PLP ist daher wesentlich, die Maßnahmen explizit aufzuführen, die menschlichen Eingriff benötigen. Dies geht nur über eine Selektion – sofern PFMEA und PLP sich aus der gleichen Datenbasis speisen. In meinen Überlegungen zu einer durchgängigen Vorausplanung ist es unabdingbar, eine gemeinsame Datenbasis zu haben. Dies bedeutet, dass im Tool ein gemeinsamer Stand erzeugt wird, der dann in einer Sicht der PFMEA und in einer Sicht des PLP resultiert.
An diesem Punkt der Vorausplanung sind wir dann aber entweder bei einem Stapel Papier als Ausdruck des PLP oder vor der Klippe der Übertragung aller relevanten Inhalte in das digitale Steuerungssystem der Fertigung.
Das PFMEA-Team erstellt zugleich den Produktions-Lenkungsplan zur Nutzung in der Fertigung
Davon mehr im nächsten Blog-Beitrag.
Fazits:
- Durchgängigkeit verlangt ein gemeinsames Tool, in dem FMEA und PLP gemeinsam die nötigen Daten enthalten und gefiltert nutzen.
- Die FMEA fasst alles zusammen, was für dieses Produktmerkmal vorlaufend, im Moment der Prozessausführung oder nachlaufend qualitätsfördernd ist.
- Der PLP sammelt für den Ort und Zeitpunkt im Prozess, was genau dort entdeckt = gemessen und geprüft werden soll sowie alle Reaktionen auf positive wie negative Ergebnisse.
- Verlässlich gute Ergebnisse im Prozess sind das Ziel sowohl der Arbeiten zur PFMEA als auch bei der Erstellung des Produktions-Lenkungsplans. Regelkreise für die Ursachen sind dazu das erprobte Rezept.
- Im PLP wird der Regelkreis durch die Entdeckungsmaßnahmen und die zugehörige Regelungsmethode gebildet. Die Regelungsmethode ist genau die Vermeidungsmaßnahme der PFMEA, die während des Prozessablaufs genutzt wird.
- Vermeidungsmaßnahmen, die lange vor der Prozessausführung ausgeführt wurden, sind nicht für den PLP relevant.
- Entdeckungsmaßnahmen aus automatischen Abläufen füllen den PLP ohne wirklich zu nutzen.
Im nächsten Blog-Beitrag „Von der PFMEA zum Manufacturing Execution System (MES) Teil 3“ geht es vertieft um den Übergang vom PLP zum MES, von der Planung in die Ausführung.
Bleiben sie neugierig
Uwe Jarosch
Hier der Link in den vorangegangenen Beitrag: Von der P-FMEA zum MES – Folge 1 – Unternehmensberatung Jarosch