

Probleme lösen – Mit dem 8D-Prozess
Der 8D-Prozess – Vorgabe für einen Ablauf zum Schutz des Kunden
Ein Beitrag von Dr. Uwe-Klaus Jarosch, Februar 2026
Haben sie schon einmal eine Kundenreklamation in der Automobilindustrie oder einer Branche, die 8Ds einfordert, erhalten?
Wenn ja, dann kennen sie den Druck, den dieser Prozess auf Lieferanten ausübt.
In dieser Reihe von Blogs befasse ich mich mit Methoden zur Problemlösung.
Gehört dann der 8D-Prozess auch in diese Reihe?
Ich denke ja. Der 8D-Prozess ist sehr prominent und stark mit dem Thema Problemlösung verknüpft.
Aber wir reden nicht von einem methodischen Vorgehen, sondern von einer Ablaufsteuerung, um möglichst im Zeitplan zu bleiben.
Historie
Schon Henry Ford hatte erkannt, dass die Qualität seiner Autos und damit der Erfolg seines Unternehmens stark von der Qualität der zugelieferten Teile abhängt.
Eine weitere Erkenntnis war, dass Zulieferer „erzogen“ werden müssen, um dauerhaft qualitativ hochwertige Produkte zu liefern.
Jahrzehnte später wurde eine wesentliche „erzieherische Maßnahme“ für Lieferanten entwickelt: die Verpflichtung auf und die Verfolgung von 8D-Reports mit seinen Formalien, seinen Berichtspflichten und seinem Terminablauf.
Ford Motor Company entwickelte dazu 1986 ein Verfahren, um aufgetretenen Problemen in der Lieferkette einheitlich nachzugehen und diese Probleme auch nachhaltig abzustellen.
Die Methode wurde TOPS, Team Oriented Problem Solving genannt und ab 1987 zunächst im Stammsitz in Dearborn, Michigan für den Antriebsstrang und seine Komponenten eingesetzt.
Später wurde das Verfahren als 8D-Prozess, als Prozess in 8 Disziplinen bekannt und Ende der 1990er Jahre durch den Global 8D-Prozess verfeinert.
In der Automobilindustrie ist dieses Verfahren durchgängiger Standard und von AIAG und VDA genormt [1] . Autokonzerne und Zulieferer haben den Prozess zum Teil in Portallösungen oder umfangreichen Excel-Formularen soweit detailiert, dass jede Disziplin bis in das letzte Detail der Problemlösungslogik ausgefüllt sein muss.
Zahlreiche CAQ-Lösungen unterstützen den 8D-Prozess als Teil des Reklamations-Management. Auch der Informationsaustausch zwischen Kunden und Lieferanten wird durch solche Software über Portale organisiert.
Manche Unternehmen verwenden den 8D-Prozess zur Behandlung von Problemen zwischen Geschäftsbereichen oder betriebsintern.
Aber auch andere Branchen haben sich den Prozess zu eigen gemacht und fordern 8D Berichte von ihren Zulieferern bei Reklamationen ein.
Der 8D Prozess besteht aus 8, bei Global 8D aus 9 Disziplinen.
D0 Sammle Informationen
D0 wurde bei der Überarbeitung von 8D zu Global8D Ende der 1990er Jahre hinzugefügt und klärt, worum es geht, BEVOR ein Team einberufen wird, um weitere Schritte zu unternehmen.
Die Aufgabe in D0 ist, alles zusammenzutragen, was mit dem Eintreffen der Reklamation an Informationen verfügbar ist. Das beinhaltet die Sicht des Kunden, seinen Grund der Reklamation.
Es muss darüber hinaus der mögliche Umfang des Schadens geklärt, geschätzt werden.
Wie viele Einheiten könnten beim Kunden, im Transit, im eigenen Lager betroffen sein? Für den Empfänger der Reklamation gilt es, schnell eine möglichst präzise Lagebeschreibung zu haben.
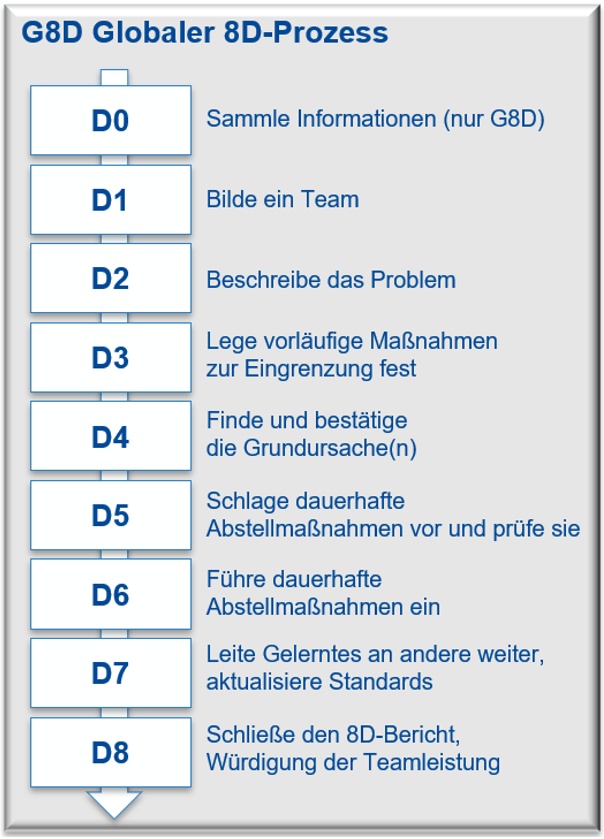
D1 Bilde das Team
D1 ist ein organisatorischer Schritt. Um ein Problem zu lösen, wird ein möglichst breit aufgestelltes Team benötigt. Die Lage aus D0 wird die Teambildung beieinflussen. Der Kunde erwartet die Benennung von Verantwortlichen, von Spezialisten für die Lösung des Problems, meist aus den Fachbereichen Qualität und Produktion, von der Ansprechperson für den Kunden.
Im 8D-Prozess will der Kunde kurzfristig darüber Bescheid wissen, wer sich um sein Problem kümmert, einschließlich der Aufmerksamkeit des Managements.
D2 Beschreibe das Problem
Bei zahlreichen Ursache-Wirkungsketten kann man beliebig weiter nach „Warum“ fragen. Die Lösung eines Problems wird aber durch eine beliebig tiefe Analyse nicht erreicht. Die Lösung eines Problems kann nur erfolgen, soweit das Team Einfluss nehmen kann. Damit endet die Warum-Kette nach unten an den Stellen, an denen das Team oder das Unternehmen Regeln oder Parameter setzen und durchsetzen kann.
Diese Stellen sind die Grundursachen des Problems und die Ansatzpunkte für Maßnahmen.
D2 ist keine Abschrift der Reklamation. Der Kunde hat eine Abweichung beobachtet und daraufhin reklamiert. Die Sicht des Kunden muss aber nicht zwingend das Problem aus Sicht des Lieferanten beschreiben [2]. Methodisch beschreibt das Problem die Stelle in der Kette von Ursachen und Wirkungen, wo Gewissheiten in Vermutungen übergehen und wo die Analyse von Ursachen beginnt.
[2] siehe dazu auch mein Beitrag zur Problemtreppe
Aus den gesammelten Daten in D0 kann sich auch ergeben, dass die Reklamation zu Unrecht ausgesprochen wurde. Dabei sind reale Vorkommnisse, dass etwas reklamiert wird, was so wie geliefert der Spezifikation entspricht. Bei mehreren Lieferanten des gleichen Produkts kommen auch Verwechslungen zwischen Lieferanten vor.
D3 Sofortmaßnahmen zum Schutz des Kunden
D3 ist keine Disziplin zur Lösung des Problems. D3 fordert Sofortmaßnahmen, um den Kunden so weit als möglich von weiteren Reklamationsvorfällen zu schützen.
D3 betrifft vielfach Prüf- und Sortieraktionen, vielfach beim Kunden und in Beständen auf dem Weg zum Kunden. Dazu müssen kurzfristig Prüfanweisungen erstellt werden, was wie an den Beständen geprüft werden soll und wie mit NIO-Funden umzugehen ist. Um die Fertigung beim Kunden aufrecht zu erhalten, können Nacharbeiten oder schnelle Ersatzlieferungen nötig sein.
Beim Lieferanten ist neben den Lagerbeständen auch vielfach die laufende Produktion betroffen, um auch dort den Schlupf von Produkten mit dem reklamierten Mangel durch zusätzliche Inspectionen zu verringern.
Alle Aktivitäten laufen auf Kosten des Lieferanten. Der Aufwand kann erheblich sein und endet in der Regel erst, wenn der Schritt D6 abgeschlossen ist. Aber mit den Sofortmaßnahmen wird Zeit gekauft bis zur Lösung des Problems.
Die ersten Schritte D0 bis D3 müssen schnell erfolgen und kurzfristig [3] an den Kunden berichtet werden. Dabei ist die Erwartung, dass die Aktivitäten in D2 und D3 durchgängig abgeschlossen oder zumindest wirksam eingeleitet wurden.
[3] in der Automobilindustrie typisch innerhalb von 24 Stunden nach Versand der Reklamation
D4 Ursachen-Analyse
Mit Schritt D4 nähert sich das Team der Lösung des Problems dadurch an, dass nach den Grundursachen gefahndet wird.
Dazu steht dem Team grundsätzlich das gesamte Arsenal an Methoden zur Verfügung.
Allerdings gibt es Kunden, die auf bestimmte Methoden, wie z.B. Ishikawa oder 5xWarum bestehen und auch nicht viel anderes akzeptieren. Dass man die Anwendung einer Methode nachweist, ist ok, die Vorgabe einer bestimmten Methode aus meiner Sicht eher nicht.
Die Ursachen-Analyse sollte nicht allein stehen, sondern sich der schon verfügbaren Informationen bedienen. Ohne Anspruch auf Vollständigkeit kann das ein intensiver Blick in die Liste potentieller Fehler in der FMEA sein, ein Review der Prozessdatenaufzeichnung für den Zeitraum der Herstellung der betroffenen Produkte und/oder die vorliegenden Prüfprotokolle. Aus der Keppner-Tregoe-Methode empfiehlt sich auch, die Veränderungen im Vorfeld des Produktionszeitraums zu berücksichtigen.
In der Anleitung des 8D-Prozess wird gezielt in 2 Richtungen nach Ursachen gesucht:
- Warum konnte der Fehler entstehen?
- Warum wurde der entstandene Fehler nicht entdeckt?
Wie in jeder Problem-Lösung bildet die Ursachenanalyse die Grundlage für die folgenden Schritte D5 und D6.
Bei einem 8D-Prozess muss immer berücksichtigt werden, unter welchem Zeitdruck alle Aktionen ausgeführt werden müssen. Schnell ist Vollständig daher vorzuziehen, auch wenn damit das Risiko bleibt, das Problem noch nicht nachhaltig abstellen zu können.
Ein verdächtiges Zeichen für jeden Kunden ist, wenn der „Mitarbeiterfehler“ [4] als Grundursache ermittelt wurde.
[4] siehe auch Was sind die häufigsten Ursachen für Mitarbeiterfehler – und wie werden diese ermittelt? – Peter Cartus
D5 Dauerhafte Maßnahmen wählen und testen
Der Kunde will als nächstes im Bericht lesen, was der Lieferant tut, um die erkannten Grundursachen zukünftig zu vermeiden oder sicher zu entdecken.
Der Katalog der Maßnahmen kann Aktionen enthalten, die die Auswirkung von Änderungen oder Verschleiß rückgängig machen.
Es können Änderungen im Prozess sinnvoll erscheinen, die u.U. die Beschaffung, Inbetriebnahme und Optimierung neuer Anlagen und Werkzeuge bedeuten. Das kann beispielsweise bei der Nachrüstung von PokaYoke-Einrichtungen relevant sein.
Und es können Mess- oder Prüf-Maßnahmen geändert oder ergänzt werden. Wahlweise kann die Regelung des Prozesses verbessert werden oder die Erkennung von Fehlern. Die Erhöhung der Prüffrequenz ist eine häufig gewählte Maßnahme, da sie sich schnell umsetzten lässt, auch wenn es dauerhaft erhöhte Kosten bedeutet.
Ein wesentlicher Teil von D5 ist, die Maßnahmen in ihrer Wirksamkeit zu prüfen und zu bestätigen. Das kann aufwändig und zeitintensiv sein.
Bei D5 ist wichtig, sowohl für das Auftreten als auch für das Entdecken eine befriedigende Antwort zum Kunden zu geben.
Sobald die Maßnahmenplanung abgeschlossen ist, ist es wieder Zeit [5], den Kunden schriftlich zu informieren. Dazu gehört, für die geplanten Maßnahmen Verantwortliche und verbindliche Zieltermine zu benennen.
Die eigentliche Arbeit zur Lösung des Problems sollte mit diesem Schritt abgeschlossen sein.
[5] In der Automobilindustrie wird der Bericht zu D5 typisch 10 Arbeitstage nach Übermittlung der Reklamation verlangt.
D6 Erprobte Maßnahmen einführen
Die erprobten und bestätigten Maßnahmen aus D5 werden in den Serienprozess überführt. Die Arbeits- und Prüfanweisungen sind aktualisiert, ebenso die P-FMEA, der Produktions-Lenkungsplan und die davon abgeleiteten Prüfpläne. Wird die Fertigung automatisch über ein MES [6] gesteuert, so müssen auch dort alle geänderten Maßnahmen berücksichtigt sein.
Die vorläufigen Maßnahmen aus D3 können zurück genommen werden.
[6] MES = Manufacturing Execution System = Digitale Fertigungssteuerung
D7 Übertrag auf ähnliche Produkte und Lessons Learned
Teil des 8D-Prozesses ist, Vorkommnisse und deren Maßnahmen darauf zu prüfen, ob sich die neuen Erkenntnisse sinnvoll übertragen lassen.
Zum Übertrag bieten sich alle Produkte und Prozess an, die ähnlich sind. Ähnlich heißt, dass der beobachtete Fehler auch dort auftreten könnte.
Natürlich kann aus den Erkenntnissen dieser Reklamation nicht zwingend geschlossen werden, dass dies auch für den ähnlichen Prozess anzuwenden ist. Aber der 8D-Prozess sieht vor, diese Informationen gezielt weiterzuleiten.
Die Größe eines Unternehmens, die Anzahl ähnlicher Produkte und Prozesse, die Anzahl der Betriebsstätten mit dem gleichen Produkt für den gleichen Kunden,…..
Sie können sich vorstellen, dass es nicht trivial ist, die Erkenntnisse aus dem bisherigen 8D an alle potentiellen Stellen zu verteilen.
Es ist nicht die Aufgaben dieses 8D-Teams, die Umsetzung an den anderen Stellen zu treiben.
Ein weiteres Stichwort in den 8D-Anleitungen ist „Standardisierung“. Unter Standard wird hier eine verbindliche Vorgabe im Unternehmen gemeint. Wenn diese Vorgabe durch die Erkenntnisse des durchgeführten 8D-Prozess eine Aktualisierung braucht, so soll diese Lessons Learned [7] im 8D-Bericht ebenfalls erfasst werden.
[7] Mehr zum Thema Lessons Learned finden sie unter Lessons Learned.
Auch hierzu kann das 8D-Team nur die Weitergabe der Informationen an zuständige Personen oder Organisationseinheiten dokumentieren, z.B. an ein Center of Competence für die betroffene Technologie.
Für den Schritt D7 ist von hoher Bedeutung, dass im 8D-Team jemand beteiligt ist, der im Unternehmen eine Paten-Rolle übernimmt und die Verfolgung von neuen Erkenntnissen auch treibt.
Wenn Erkenntnisse in einen Unternehmensstandard übernommen werden, dann hat dies vielfach auch Auswirkung auf Investitionen und auf den Aufwand im laufenden Prozess, also budget-relevante Folgen. Ohne Autorisierung durch das Top-Management ist hier nicht zu erwarten, dass Erkenntnisse auch an anderer Stelle zur Anwendung kommen.
D8 Abschluss und Belobigung des Teams
Mit dem Schritt D8 wird der Prozess offiziell beendet.
Dieser Schlussstrich muss vom Leiter des 8D-Teams durchgeführt werden. Sinnvollerweise ( und meist vom Kunden eingefordert ) wird dies eine Person mit Management-Verantwortung sein, so z.B. der 8D-Pate im Unternehmen oder der zuständige Qualitätsleiter.
Je nach Kundenforderung und Branche kann eine Bewertung des gesamten Prozesses gefordert sein. Speziell für Automobil-Zulieferer, die die VDA-Regeln zum 8D-Prozess anwenden, gibt es für alle Schritte Kriterien zur Bewertung.
Kriterien sind
- Pünktlichkeit der Berichtsvorlage und die Einhaltung vereinbarter Termine
- die Einhaltung methodischer Vorgaben.
Diese Bewertung wird zunächst dem Lieferanten als Selbstbewertung auferlegt und kann vom Kunden natürlich auch gegenbewertet werden.
Nach VDA 8D-Prozess wird danach bewertet, ob der Schritt die Basisanforderungen erfüllt oder darüber hinaus Kriterien für eine exzellente Bearbeitung erfüllt.
Als Abschluss empfiehlt der Ford-Prozess ebenso wie der aktuelle VDA-Prozess die Belobigung des Teams.
In meiner Zeit als Q-Leiter hatte ich ernsthaft überlegt, eine Zeremonie einzuführen. Dies ist aber vom Alltag überrollt worden. Dazu gab es schlicht zu viele Reklamationen in meinem damaligen Unternehmen.
Realitäts-Check
Wie ernsthaft der 8D-Prozess angewendet wird und wie weit er dazu führt, dass dauerhaft die Anzahl der Reklamationen sinkt, ist nach meiner Erfahrung von zwei wesentlichen Faktoren abhängig:
- Wie konsequent wird durch Kunden Druck aufgebaut und eine ernsthafte Lösung von bestehenden Problemen erzwungen?
- Wie konsequent wird durch das eigene Management das Ziel verfolgt, intern und nach außen sauber und ehrlich zu arbeiten und dauerhaft die Reklamations-Quote zu senken.
Ich durfte all diese Varianten erleben:
Kunden, die jede Reklamation mit einem kundenspezifischen Verfahren bearbeitet sehen wollten, die jeden Bericht formal geprüft und konsequent Stress aufgebaut haben, wenn irgend ein Detail nicht den Vorgaben entsprach.
Eigene Geschäftsführung, die mit der festen Überzeugung nach außen und innen auftrat, alles richtig zu machen. Damit wurden Kundenreklamationen und 8D-Prozess zur lästigen Formalie, die bitte durch die zuständigen Mitarbeiter in der Q-Abteilung abzuarbeiten sind – möglichst, ohne die Produktion zu stören.
Ein COO, der – global für Produktion und Qualität zuständig – klare Verbesserungsziele bei der Reklamationsquote vorgegeben und verfolgt hat und die Werke in die Pflicht nahm, welche Qualität sie zum Kunden liefern. Er achtete darauf, dass die interne Sicht und die extern berichtete Sicht belastbar und identisch war, nur eine Wahrheit.
Fazits:
- Der 8D-Prozess ist seit Jahrzehnten ein eingeführter Ablauf, um Reklamationen bei Lieferanten im Sinne des Kunden nachzuverfolgen.
- Neben der inhaltlich-fachlichen Lösung des Reklamationsgrundes bewirkt der Prozess zeitlichen Druck.
- Die Teambildung in D2 zeigt, wie ernsthaft ein Unternehmen den Prozess sieht.
- Der Schritt D3 soll schnell den Kunden vor weiterem Schaden schützen und kauft Zeit zur Lösung des Problems.
- D4 – D6 sind die eigentliche Problemlösung, allerdings unter Zeitdruck.
- D7 und D8 beinhalten interne Lessons Learned und Bewertung der Prozessergebnisse
- Belobigung des Teams als Abschluss ist schön, aber nur realistisch, wenn es nicht zu viele Reklamationen gibt.
In einem der nächsten Blog-Beiträge werde ich auf das Zusammenspiel zwischen 8D-Prozess und der FMEA-Arbeit näher eingehen.
Bleiben sie neugierig
Uwe Jarosch