
Von der P-FMEA zum MES – Teil 3
Ein Beitrag von Dr. Uwe-Klaus Jarosch, Januar 2026
Schauen wir uns das Zielsystem Manufacturing Execution System – Fertigungssteuerung an.
ME-Systeme gibt es zahlreiche und die Systeme unterscheiden sich nach Software-Hersteller deutlich in ihrer Ausrichtung und ihrem Funktionsumfang. Einen Datenstandard gibt es meiner Beobachtung nach nicht.
MES kann verschiedene Module und Funktionsbereiche bereitstellen:
- Verlängerungen der Q-Planung in die Fertigung mittels CAQ = Sichtbarkeit des Prüfplans und Messdatenerfassung,
- Logistik-Modul, vielfach als Teil des ERP-Systems – Verwaltung von Fertigungsaufträgen, Einzelteil-Logistik bei Variantenfertigung, Traceability-Erfassung, Erfassung von Gutteilen, von Ausschuss und ggf. von Nacharbeit,
- Produktions-Steuerung, Anlagen- und Maschinenbezogen, Zugriff auf Arbeitsanweisungen, Erfassung und Steuerung von Prozessparametern, OEE-Monitoring, Wartung & Instandhaltung,
…. um nur einige Varianten zu nennen.
Wie ich schon im vorherigen Blog-Beitrag erläutert habe, sind bei der Vorbereitung in der Planung eine Vielzahl von Daten zu berücksichtigen, deutlich mehr als bei der Erstellung einer traditionellen P-FMEA oder des PLP allein.
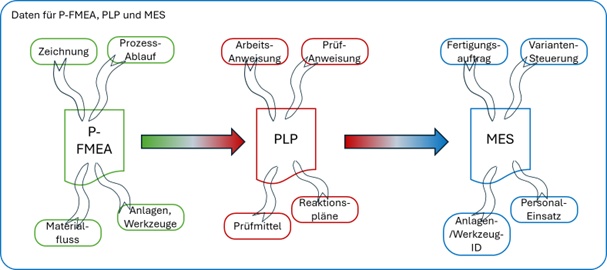
Welche Informationsquellen werden wo mit einbezogen?
Ich gehe von einem Fertigungsprozess aus, der aus mehreren Schritten besteht und eine Reihe von Anlagen zu einer Fließfertigung formt. Dabei ist nicht entscheidend, ob die Anlage eines Schrittes nur für ein spezielles Produkt allein genutzt wird oder mehrfach und für unterschiedliche Produkte eingesetzt wird.
Das MES muss in der Lage sein, verschiedene Fertigungsaufträge in einer vorgegebenen Reihenfolge oder auch parallel aufzurufen und mit den jeweils nötigen Informationen zu versorgen.
Um den PLP im MES nutzen zu können, sind eine Reihe von Zuordnungen nötig:
- Welches Produkt soll gefertigt werden? Welcher PLP ist dazu nötig?
- Der PLP liegt in zahlreichen Varianten vor, da ja jede Änderung, egal aus welchem Grund, zu einer neuen Version führt. Welche Version muss jetzt für den anstehenden Fertigungsauftrag aktiviert werden?
- Jeder Schritt findet auf einer spezifischen Anlage statt. Um mit den Mitarbeitenden in der Fertigung zu kommunizieren, sind üblicherweise Anlagenteile mit Bildschirmen und Eingabegeräten versehen. Der Inhalt des PLP wird in Abschnitte aufgeteilt, die auf den zugeordneten Anlagen angezeigt werden. Dies erfordert eine vollständige Liste aller MES-fähigen Anlagen und eine eineindeutige Zuordnung der entsprechenden Inhalte aus dem PLP.
- Während der Fertigung des gesamten Loses sind die Prüfungen des PLP für jedes Merkmal unter Umständen individuell in Bezug auf Frequenz, Stichprobengröße und Wechsel von Nestern geplant– von 100%-Prüfungen über vorgegebene Stichprobennahmen jetzt aus dem 3. Nest des Werkzeugs bis zum Trigger von Prüfungen durch Ereignisse wie neue Materialcharge, Personalwechsel, Anlagenstörung, etc. .
- Ergebnisse von Prüfungen können automatisch oder manuell in die Messdatenerfassung rückgemeldet werden. So sind automatische Messungen oder Scans der Bauteilrückverfolgung sofort im MES registriert. Wenn Menschen eine Entscheidung treffen müssen, z.B. als Teil einer visuellen Prüfung, dann ist irgendeine Eingabe in das System nötig. Als Beispiel reicht ein roter oder grüner Knopf, um nach der Eingabe in den nächsten Schritt zu gehen. Die Art der Rückmeldung muss mit der Hardware übereinstimmen und in der Software vorbereitet sein. Die Regelungsmethode ist über die Erfassung der Daten und eine mögliche Statistik-Auswertung ein weiterer Baustein aus dem PLP.
- Idealerweise reagiert das MES entsprechend der Planung im PLP. Das heißt, dass ein NIO-Ergebnis auch sofort den zugewiesenen Reaktionen führt.
Eine der 5 Radmuttern wurde nicht korrekt angezogen, also wird die nötige Nacharbeit angestoßen und überwacht.
Dies kann dann auch Erfassung von Nacharbeit oder Ausschuss und die logistische Lenkung durch die Nacharbeit beinhalten.
MES-Funktionalität kann im CAQ-Planungstool integriert sein oder eine separate Softwarelösung sein.
Im ersten Fall sind typische Anbindungen an Logistik und Fertigungssteuerung weniger ausgeprägt, dafür findet der Datenübertrag aus der Vorausplanung ohne Bruch statt.

Daten fließen digital aus der Teppichetage in die Anlagen der Fertigung.
Im zweiten Fall ist die große Herausforderung, die Daten aus der Logik der FMEA/PLP-Software zu exportieren und logisch passend in das MES zu überführen.
Lösungen, die einen manuellen Übertrag benötigen, sind aus mehreren Gründen[1] zum Scheitern verurteilt.
[1] Das schafft erfahrungsgemäß niemand, sowohl von der Datenmenge als auch von der Häufigkeit der Änderungen.
Ein manueller oder halbautomatischer Übertrag führt immer zu Datenverlusten. Er eröffnet auch die Möglichkeit, die Planungsinhalte zu verändern. Auch dadurch ist die Durchgängigkeit unterbrochen.
Personal der Fertigung begrüßt solche Eingriffsmöglichkeiten. Es ist aber nicht im Sinne des Erfinders.
Dieser 2. Fall ist nach meiner Beobachtung der üblichere Fall. Das hat auch historische Gründe. Zunächst haben die unterschiedlichen Abteilungen des Unternehmens eigenständig begonnen, ihre Toolboxen aufzubauen. Das hat auch stark mit IT-Konzepten des Unternehmens und mit dem Bestreben von Unabhängigkeit der Abteilungen zu tun.
Eine Beobachtung ist, dass einige ME-Systeme nur den Prüfplan-Anteil des PLP übernehmen, die Lenkungsaspekte aber außen vorlassen. „Das wird in der Fertigung sowieso ganz anders gemacht.“ Eine solche Argumentation zeigt aber nur, dass die Gewerke sich in der Vorausplanung nicht ausreichend vernetzt und abgestimmt haben. Die Idee des digitalen Zwillings ist dabei auf der Strecke geblieben.
Fazits:
- MES vereint mehrere Sichten und Einflüsse auf die anstehende Fertigung.
- MES ist eine digitale Fertigungssteuerung, die u.a. den PLP an die Linie bringt.
- MES ist das Frontend des Digitalen Zwillings für Produkt und Fertigungsprozess.
- Die Befüllung von MES benötigt Wissen der Fertigung und lässt sich kaum aus anderen Unternehmensbereichen erreichen.
- Sind MES-Funktionen in eine CA-Quality-Lösung integriert, dann ist zumindest der Inhalt von PFMEA und PLP ohne Medienbruch verfügbar. Schwächen sind dann an anderer Stelle wahrscheinlich.
- Sind CAQ und MES getrennte Systeme, so ist die Verknüpfung unterschiedlich strukturierter Datenbanken die Herausforderung bei der Implementierung. Sowohl CAQ als auch MES gibt es zahlreiche. Und Standards gibt es nicht.
- Ohne digitale Schnittstelle ist die Durchgängigkeit zwischen Q-Planung und MES grundsätzlich in Frage zu stellen.
Bleiben sie neugierig
Uwe Jarosch