
Von der P-FMEA zum MES - Teil 2
A blog by Dr. Uwe-Klaus Jarosch, January 2026
Even though the ultimate goal is to transfer the planning content to the automatic control of manufacturing (MES), in this blog I would first like to look at the similarities and differences between PFMEA and PCP.
Needed Information
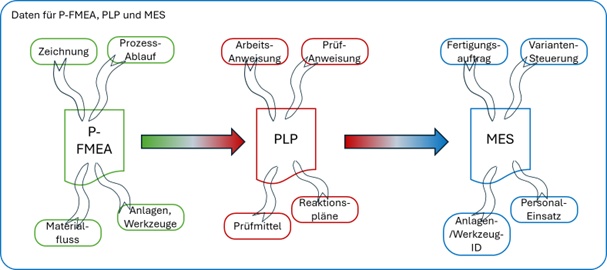
A large amount of data must be taken into account during the planning preparation phase, significantly more than when creating a traditional P-FMEA alone. The route from the PCP to the entry in the MES also requires additional data.
Please have a look into the following blog.
Which information sources will be included?
The last point concerns what is systematically examined in a process FMEA (P-FMEA).
The P-FMEA clarifies what is to be achieved as a result (functions with characteristics) in the individual process steps (system elements), what could potentially go wrong in the process (failure modes) , and what actions are necessary to keep the process on track (actions states with
If you want to take the content of the later stage into account during planning, it is essential to know and integrate the data sources earlier in the planning process.
This requires two things:
- First, the data must already be available at this point in time.
- Second, the person doing the planning must be familiar with these contexts. The longer the planning chain, the more challenging this becomes.
preventive and detective actions).
In business practice, I have seen two different ways of dividing up the planners:
- The person responsible for planning is also responsible for execution in the later project phase. All contexts are known. Planning and execution remain under the supervision of the same person.
- Planning and production are different departments within the company. They are largely independent of each other. The above-mentioned documents and tools are created and used jointly, but are maintained and updated by different people. Even small changes can lead to inconsistencies in content.
Comparison of Structure in Process FMEA and Control Plan
Another issue is the different structure of these documents.
The P-FMEA is typically divided into the value-added steps of the manufacturing process. For each step, the planned result is determined. This target state is specified by the product characteristics.
In the root cause analysis, the influences on the process are systematically examined. All influences on the equipment and tools, on the people carrying out the work, on the materials used, and on the environmental conditions in the process are subject to analysis. It is essential to determine which preventive and detection actions are to be implemented in order to prevent potential errors from occurring in the process or from being carried over to a succeeding process step. Everything must be taken into account, regardless of when and where it occurs.
The same actions play a role in the production control plan, even if they are not officially named as such.
The PCP focuses on inspection activities. These are assigned to the steps to be carried out – in the true sense of the PCP, in order to determine the current status, compare it with the target status, and then influence, control the process.
This should refer to the influencing factors, i.e., the causes.
In many cases, however, only the results, i.e., the product characteristics, are considered. This is justified in processes where not all influencing factors can be controlled.
If it is possible to clearly influence the process influences, this is clearly preferable. This makes it possible to produce good results—in terms of quality and quantity—because the influences are under control.
The preventive actions that are to take effect during process execution are identical to the controls required and listed in the PCP. These are the process control loops – under the assumption that controls are not restricted to ways of documentation.
Preventive actions, on the other hand, which were implemented well before the process was executed, e.g., additions to equipment and tools, the creation of work and test instructions, and employee training, cannot be used directly in the process and are therefore not included in the PCP.
Another type of action is required in the PCP: the reaction plan actions.
If a test result is rated as “not OK” (NOK), an appropriate response must be made. This is the content of the action column.
Very few FMEA tools allow this type of precaution to be discussed within the team together with the collection of prevention and detection actions. There are simply no responses to NIO results. This is despite the fact that every test must also accept NIO results. Otherwise, the test would be meaningless and not needed.
In the PCP, the activities are listed at the point in the process where they are actually to be carried out in terms of location and time. This clearly distinguishes the PCP from the PFMEA.
An example: In order to comprehensively evaluate the condition of the equipment and the influence of component variation in the parts supplied, finished samples are taken from the production batch and examined in the testing laboratory.
In the FMEA, this laboratory test is a detection action related to the product characteristics and serves to validate the process step in which the results are manufactured.
In the PCP, the test takes place in the laboratory, i.e., separately in terms of location and time. Perhaps the sampling of parts is still instructed during the process. The PCP must use the control method to determine how the test result affects the process.
If the result is positive, this could be an approval of the production batch; if the result is negative, it could be a block, possibly rework, and hopefully a correction of the system.
Automated Process Steps
A second difference is what is taken into account in the documents.
In my experience, the topic of automation makes a significant difference here.
The process FMEA should list ALL actions that secure the process. This also includes automation measures. For the employees involved in the process, these automatic processes take place without them having to intervene.
Example: An injection molding process requires a heated and temperature-controlled tool. But apart from presetting the target temperature for this product, the machine will maintain the temperature within the target range on its own.
For the PCP, it is therefore essential to explicitly list the actions that require human intervention. This can only be done through selection – provided that PFMEA and PCP are fed from the same database. In my considerations on consistent advance planning, it is essential to have a common database. This means that a common status is created in the tool, which then results in a view of the PFMEA and a view of the PCP.
At this point in advance planning, however, we are either faced with a stack of paper as a printout of the PCP or with the challenge of transferring all relevant content into the digital control system for production.
The team for the PFMEA simultaneously creates the production control plan (PCP) for the shop floor.
More in my next blog post.
Conclusions:
- Consistency requires a common tool in which FMEA and PCP jointly contain the necessary data and use it in appropriate views.
- The FMEA summarizes everything that promotes quality for this product characteristic in advance of execution, at the moment of process execution, or afterwards.
- The PCP collects activities for the location and time in the process. What exactly is to be discovered = measured and checked there? What shall be the reactions to positive and negative results?
- Reliably good results in the process are the goal of both the PFMEA work and the creation of the production control plan. Control loops for the causes are the approved recipe for this.
- In the PCP, the control loop is formed by the detection actions and the associated control method. The control method is precisely the PFMEA prevention action that is used during the process flow.
- Prevention actions that were implemented long before the process was executed are not relevant for the PCP.
In my next blog post „From PFMEA to MES Part 3“ I will dig into the transfer from PCP to MES, from the planning tool to the execution tool.
Stay curious
Yours
Uwe Jarosch
Here the link to the preceeding blog post: Von der P-FMEA zum MES – Folge 1 – Unternehmensberatung Jarosch