

Problem-Solving - using the 8D Process
The 8D-Process – Advise to Protect the Customer
A blog post by Dr. Uwe-Klaus Jarosch, February 2026
Did you ever receive a customer claim in automotive industrie or an industry requesting 8Ds ?
If yes: Then you know the pressure for the supplier created by this process.
In this series of blog posts I care about methods for problem-solving.
Is the 8D process well placed in this series at all?
I think: Yes. 8D process is very prominent and strongly related to problem-solving.
Whereas, we do not talk about a methodical approach but about a control procedure to stay in a strict timeplan – if possible.
History
Henry Ford was aware very early how strongly the success of his company was related to the quality of his cars and therefore to the quality of delivered components.
A further insight was the need to “educate” the suppliers to make them deliver high quality products constantly.
Several decades later, a major „educative action“ was invented to force the suppliers to create and follow up 8D reports – including all its formalities, its reporting duties and its timings.
In 1986 Ford Motor Company developed a procedure to standardize how to follow up issues in the supply chain and how to stop such problems sustainably.
The procedure was called TOPS, Team Oriented Problem Solving and it firstly was applied in the Dearborn, Michigan headquarter on powertrain and its components starting in 1987.
Lateron, the procedure became wellknown as “8D process” referencing a process in 8 disciplines. End of the 1990s the process was refined as Global 8D process.
This process is basic throughout the automotive industry and has AIAG and VDA standards [1].
Automotive OEMs and their suppliers have implemented the process in some cases into portals or detailed excel templates. Some companies request every small detail of each discipline to be answered perfectly.
Many quality software suites support the 8D process as part of the claim management. Further more, the exchange of information between customer and supplier is organized via software portals.
Some companies use the 8D process to handle as well issues between business units and internal issues.
Comodities other than automotive utilize the 8D process and request 8D reports from their suppliers in case of claims as well.
The 8D process consists of 8 , the Global 8D of 9 disciplines.
D0 Collect Information
Discipline D0 was added as transition from 8D to Global 8D end of the 1990s. This discipline makes clear what the issue is about BEFORE a team is set up for next steps.
The task in D0 is to collect any information available with the receive of the claim. This includes the customer’s view, his reasoning of the claim.
Further more the potential damage needs to be clarified, at least to be estimated. How many units may be affected at the customer, in transit, in the suplier’s stock? For the receiver of the claim it is important to create a status of the situation very quickly.
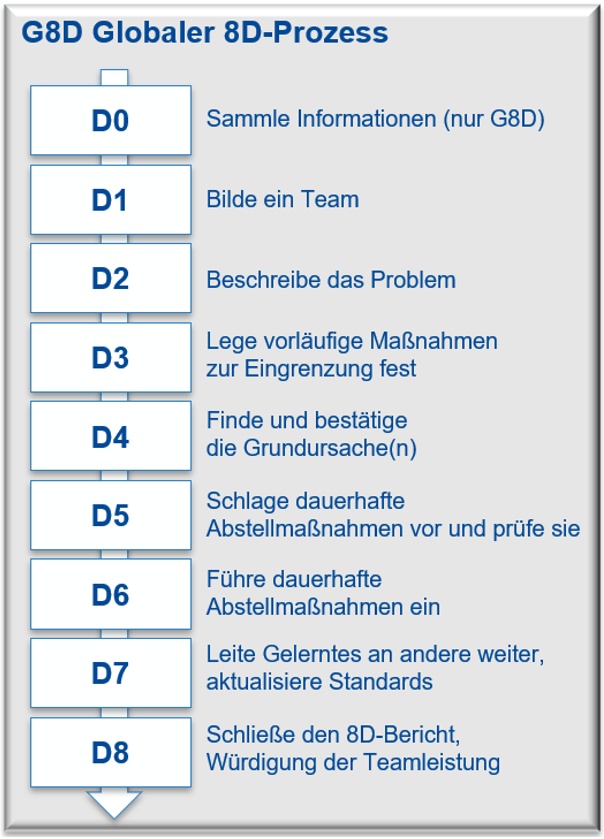
D1 Set up the Team
D1 is an organizational discipline. To solve a problem you need a well selected team with a broad range of competencies. The current status from D0 will strongly influence the needed team. The customer expects the nomination of a responsible, of specialists for the problem-solving, in most cases from quality and production, and a contact person towards the customer.
In the 8D process, the customer wants to know from the start who will take care for his problem, including management attention.
D2 Describe the Problem
With numerous cause-and-effect chains, one can continue to ask “why” on and on. However, the solution to a problem is not achieved by an analysis of arbitrary depth. A problem can only be solved to the extent that the team can influence it. This means that the “why” chain ends at the points where the team or the company can set and enforce rules or parameters.
These points are the root causes of the problem and the starting points for measures.
D2 is not a copy of the claim text. The customer has observed a deviation. Therefore, he has raised a claim. The customers view not necessarily describes the problem from the supplier’s view [2].
Methodically, the problem is the stage in the problem staircase where clear view is changing into an assumption and where the analysis of causes needs to start.
[2] see my blog post about the problem staircase.
From the collected data in D0 it may result in a nonreasonable claim. Experiences from real life show claims although all specs have been met. If the same product is supplied by several suppliers it may happen to send the claim to the wrong supplier.
D3 Immediate Containment Actions to Protect the Customer
D3 is not a discipline to solve the problem. D3 requests for immediate action to protect the customer from any further issues of the same kind as claimed.
In many cases D3 concerns inspections and sorting actions. These actions often will be done in the customer’s site and on material on the way to the customer. On short notice new inspection instructions need to be written. They need to instruct what in detail needs to be inspected how and what needs to be done in case of findings. To keep the customer’s production ongoing it may need rework and/or quick replacement shipments of ok goods.
For the supplier it may affect on one hand the material on stock and on the other hand the ongoing production. There the slippage of nok products with the claim issue must be reduced by additional inspections.
All activities count on supplier’s costs. The Effort can be high and will last until implementation of D6 actions.
With these immediate actions time is bought until the problem is solved.
Disciplines D0 to D3 must happen very quickly. And they must be reported towards the customer quickly [3]. The expectation is to report disciplines D2 and D3 either closed or at least effectively started.
[3] in automotive industry typically within 24 hours after dispatch of the claim
D4 Root Cause Analysis
By discipline D4 the team is approaching to solve the problem by investigating the root causes.
For this purpose the team can use all available methods from the large tool box of cause finders. Some customers insist on some specific methods, like Ishikawa or 5xWhy and do not accept alternatives. In my view it is ok to report the used method. I would not agree in the request of a specific given method.
The root cause analysis should not stand alone. It should involve all available information. Without making a claim be complete, the list of information should include the list of potential failure modes in the FMEA, a review of recorded process data for the timeframe of production of the claimed parts and/or all available inspection records. From the Keppner-Tregoe methode it is recommended to investigate all changes in advance of the production timeframe.
According to the 8D process instruction causes will be searched in 2 directions:
- Why was it possible to create the issue?
- Why was there no detection of the issue?
As in every problem solving approach the root cause analysis is the basis for the next disciplines D5 and D6.
For an issue under 8D investigation you should always see the time pressure for all activities.
To be quick is more important than to be complete even if you go the risk not to achieve a sustainable solution for the problem.
For every customer it is suspicious if the result of a root cause analysis is a “employee’s failure” [4].
[4] see Most common causes for employee’s failures – and how to find them – (DE) Peter Cartus
D5 Select and Test Permanent Actions
The next topic the customer wants to read in the report is about the measures the supplier plans to take to prevent or safely detect the root causes as of discipline 4.
The catalogue of measures may contain actions to refurbish worn tooling or to reverse changes resulting in the issue.
It may propose changes in the production process which request for purchasing, implementation and optimizing new equipment and tools, e.g. to add a poka yoke device.
And it may list changed or added measurements and inspections. Process controls may be improved by measurements or the detection of failures may be optmized. An often applied measure is to increase the frequency of inspections. This is quickly done even if it will raise the costs constantly.
In Disciplin D5 you need to check and approve effectiveness of the choosen actions. This is costy and takes
It is important to provide satisfying answers to the customer for occurrence of the issue as well as for detection.
As soon as the plannig of proposed actions is done the customer needs to be updated in writing [5]. This includes to nominate responsibles and give due dates for all planned actions.
To solve the problem should be finished when D5 is done.
[5] In automotive industry the updated report for D5 typically is due within 10 working days after dispatch of the claim.
D6 Implement approved actions
Tested and approved actions from D5 will be implemented into the series process. Work and inspection instructions have been updated, the same with the P-FMEA, the production control plan and with the inspection plan derived from the CP. If the production is controled digitally by a MES [6] then programming needs to be updated with all changes as well.
Preliminary containment actions from D3 can be stopped and set back to “normal” mode.
[6] MES = Manufacturing Execution System = digital production control
D7 Transfer to similar products and Lessons Learned
A part of the 8D process is to check issues and related actions for carry over or adoption in a meaningful manner.
For transfer all similar products and processes become relevant. Similar means: the observed issue possibly can occur here as well.
Of course, there is no must of transfer from the insights of this claim to such products and processes. The 8D process in discipline D7 includes to forward the insights intentionally.
The size of a company, the number of similar products and processes, the number of production sites with identical product to the customer,…..
You may imagine: it is not trivial to forward the insights from this 8D to all potential stakeholders.
It is not the task of this 8D team to drive the other stakeholders in using the insights.
A further keyword in 8D instructions is “standardization”. A standard means to have a binding advise within the company. If new insights from the 8D process shall be included in a standard this shall be recorded in chapter D7 of the report as a Lessons Learned [7].
[7] Read more about Lessons Learned in Lessons Learned.
For the information flow to Lessons Learned the 8D team only can document to forward to the responsible department, e.g. to a center of competence dealing with the related technology.
For discipline D7 it is of major importance to have an advocate with management power who is driving the use of new insights in the company.
To implement the insights in a company standard has consequences on investments and on costs in running processes – all of them have consequences for budget. Without top management authorization there is no expectation to be applied for other products and processes.
D8 Closure and Congratulation to the Team
Discipline D8 officially closes the process.
The closure needs tob e done by the team leader. It is meaningful ( and requested by most customers ) to have a team leader with management responsibility, e.g. the management advocate or the responsible quality manager.
Depending on specific customer requirements and comodity a rating of the total process may be requested. Automotive suppliers who apply the VDA 8D rules have clear criteria for each discipline.
Criteria are
- Timeliness to send the reports and compliance with the agreed due dates.
- Compliance with methodical requirements.
The rating is requested as a self assessment by the supplier and – of course – can have a second rating by the customer.
According to the VDA 8D process the rating will answer to comply with basic requirements or to fulfill excellence criteria.
Part of the final discipline is a congratulation to the team. This shall be an official acknowledgement of the team’s engagement. This is recommended by the Ford process as well as by VDA.
In my time as quality manager I honestly thought about a kind of ceremony. But in fact it was overflown by the daily business. The number of claims was too big to celebrate each or only specific ones. So only the acknowledgement within the team remained.
Reality Check
How honestly the 8D process is used and how far it has the effect to reduce the number of claims substantially is dependent on two main factors to my experience:
- How consequently is there pressure by the customer enforcing a true problem- solving of the existing issues?
- How consequently does the supplier’s management target on problem-solving with an honest and clean process internally as well as to the customer in order to reduce claims continuously.
I have experienced all these variants:
Customers with customer specific procedure very much in detail, formal check of every report and making stress consequently if any detail is not according to the requirements.
My own general management presenting the true belief to do everything well in internal and external communication. Therefore, customer claims and 8D workflows became a nasty formality which shall be worked on by the quality guys in charge of claim management. And do not disturb the production guys.
A COO responsible for global production and quality giving clear targets for quality improvement and claim rate. He consequently followed up claim management and held the production management of the plants accountable for product quality. He checked to have identical and reliable reporting view internally and towards the customer, only one truth.
Conclusions:
- The 8D process is introduced since decades to follow up customer claims by suppliers in the customer’s intention.
- Besides of the facts and the true problem solving of the claim the process makes a lot of timely pressure.
- The D2 team building indicates how honestly the company is taking the 8D process.
- Discipline D3 shall protect the customer quickly from further problems and it is buying time to solve the problem.
- D4 to D6 are the core disciplines to solve the problem – under time pressure.
- D7 and D8 contain internal Lessons Learned and a rating of the process results.
- Congradulation of the team is nice but only realisic if the number of claims is sufficiently low.
In one of the next blog posts I will write about the relationship between 8D process and FMEA work.
Stay curious
Yours
Uwe Jarosch