
From P-FMEA to MES - Part 3
A blog by Dr. Uwe-Klaus Jarosch, January 2026
Let us have a looko on the target system Manufacturing Execution System:
There are numerous ME systems, and the systems differ significantly in their orientation and range of functions depending on the software manufacturer. To my knowledge, there is no data standard.
MES can provide various modules and functional areas:
- Extensions of Q planning into production using CAQ = visibility of the test plan and measurement data acquisition,
- Logistics module, often as part of the ERP system – management of production orders, individual part logistics for variant production, traceability recording, recording of good parts, rejects and, if necessary, rework,
- Production control, plant and machine-related, access to work instructions, recording and control of process parameters, OEE monitoring, maintenance & repair,
… to name just a few variants.
As I explained in my previous blog post, a large amount of data must be taken into account during the planning phase, significantly more than when creating a traditional P-FMEA or PCP alone.
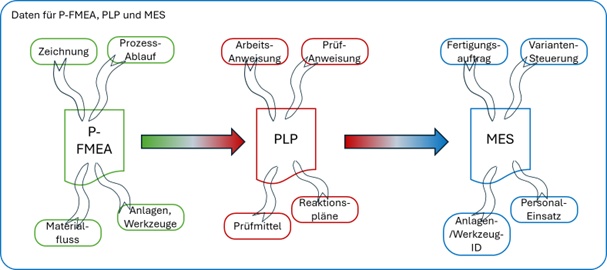
Which information sources will be included?
I am assuming a manufacturing process that consists of several steps and forms a series of equipment into a production flow. It is not important whether the equipment for a particular step is used only for a specific product or is used multiple times and for different products.
The MES must be able to call up different production orders in a specified sequence or even in parallel and provide them with the necessary information.
In order to use the Production Control Plan (PCP) in the MES, a number of assignments are necessary:
- Which product is to be manufactured? Which PCP is required for this?
- The PCP is available in numerous versions, as every change, regardless of the reason, leads to a new version. Which version must now be activated for the upcoming production order?
- Each step takes place on a specific piece of equipment. In order to communicate with production employees, equipment components are usually equipped with screens and input devices. The content of the PCP is divided into sections that are displayed on the assigned equipment. This requires a complete list of all MES-enabled equipment and a unique assignment of the corresponding content from the PCP.
- During the production of the entire batch, the PCP inspections may be planned individually for each characteristic in terms of frequency, sample size, and nest changes—from 100% checks to specified sample size from the third nest of the tool to the triggering of checks by events such as a new material batch, personnel changes, equipment malfunctions, etc.
- Test results can be reported back to the measurement data acquisition system automatically or manually. This means that automatic measurements or scans for component traceability are immediately registered in the MES. If humans have to make a decision, e.g., as part of a visual inspection, then some kind of input into the system is necessary. For example, a red or green button would work and activates the next step. The type of feedback must match the hardware and be prepared in the software. The control method is another action requested by the PCP via data acquisition and possible statistical evaluation.
- Ideally, the MES reacts according to the planning in the PCP. This means that an NIO result also immediately triggers the assigned reactions.
One of the 5 wheel nuts was not tightened correctly, so the necessary rework is initiated and monitored.
This can also include the recording of rework or scrap and the logistical control of the rework.
MES functionality can be integrated into the CAQ planning tool or be a separate software solution.
In the first case, typical connections to logistics and production control may be less elaborated, but data transfer from advance planning takes place without any break.

Data flow is digital from the office area down to the manufacturing equipment on the shop floor.
In the second case, the major challenge is to export the data from the FMEA/PCP software logic and transfer it to the MES in a logically appropriate manner.
Solutions that require manual transfer are doomed to failure for several reasons:
The experience is that nobody is feasible to convert such big amount of data in the combination with the multitude of changes.
A manual or semi automatic transfer in any case includes loss of data. It opens the possibility to change the planned content. This is a further issue to break the consistency.
Production staff typically likes such possibilities to influence the content. But this is not what needs to be achieved.
In my observation, the second case is the more common one. There are historical reasons for this. Initially, the different departments of the company began to build their toolboxes independently. This also has a lot to do with the company’s IT concepts and the desire for self-determination among the departments.
One observation is that some ME systems only adopt the inspection plan part of the PCP but leave out the control aspects.
“That’s done completely differently in production anyway.” However, such reasoning only shows that the trades did not network and coordinate sufficiently in the advance planning stage. The idea of the digital twin has fallen by the wayside.
Conclusions:
- MES combines multiple views and influences on upcoming production.
- MES is a digital production control system that, among other things, brings the PCP to the line.
- MES is the front end of the digital twin for the product and manufacturing process.
- Preparing MES requires knowledge of manufacturing and can hardly be achieved from other areas of the company than production.
- If MES functions are integrated into a CA quality solution, then at least the content of PFMEA and PCP is available without media discontinuity. Weaknesses are then likely to occur elsewhere.
- If CAQ and MES are separate systems, the major challenge during implementation is linking differently structured databases. There are numerous CAQ and MES systems, and there are no standards to connect them.
Stay curious
Yours
Uwe Jarosch